
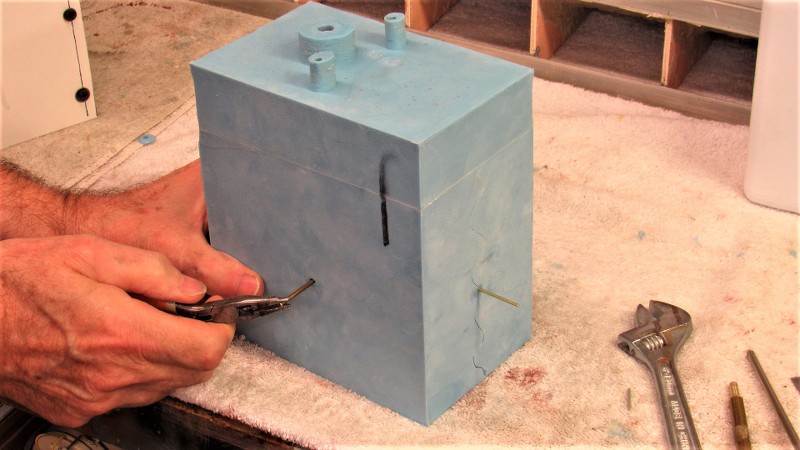
After about twelve-hours under two heat-lamps the block of Silicon Room Temperature Vulcanizing (RTV) rubber had cured hard and I took the flask apart.
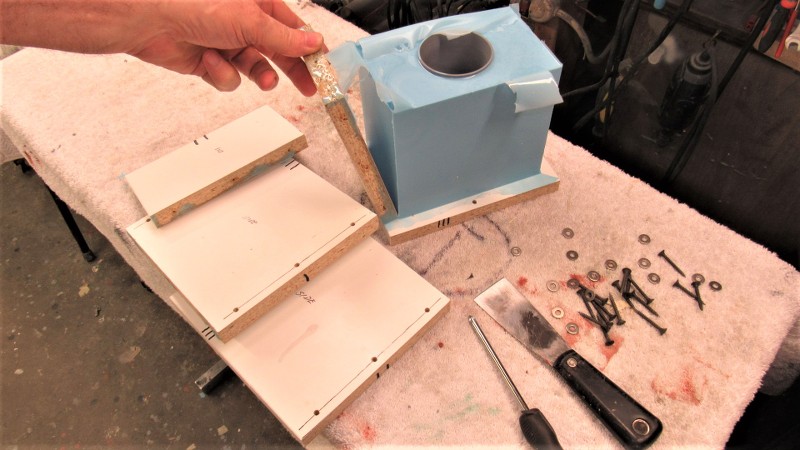

I yanked out the brass rods and established centerline verticals on the rubber block to help guide me as I cut the block into two approximately equal halves -- that operation, inevitably sloppy, would produce the keying network that would register the two halves together. More on that horror show shortly.

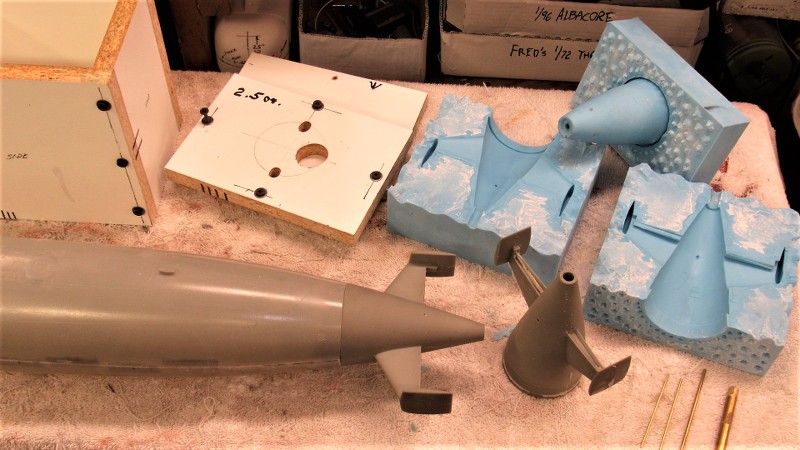
I purposefully avoided straight cuts at the surface of the block of rubber -- the wavy lines would insure an aggressive keying network. But, about a half-inch into the cut I straightened the flange as best I could and worked as carefully as I could to avoid cutting into the master, though some dings (easily filled and sanded smooth later) did occur.


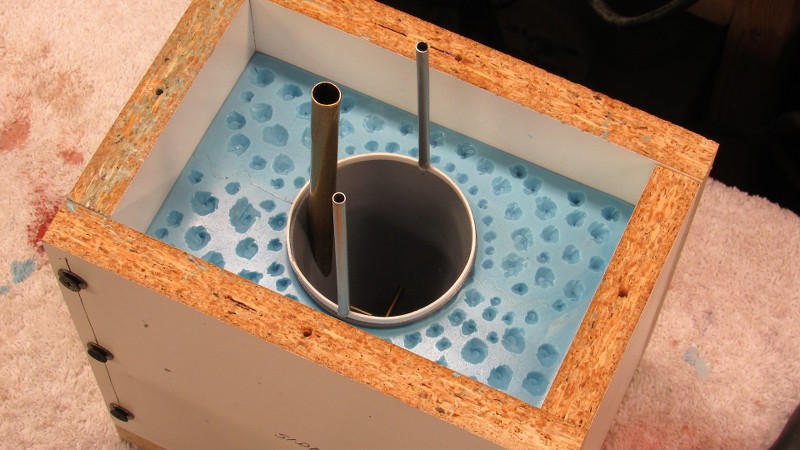
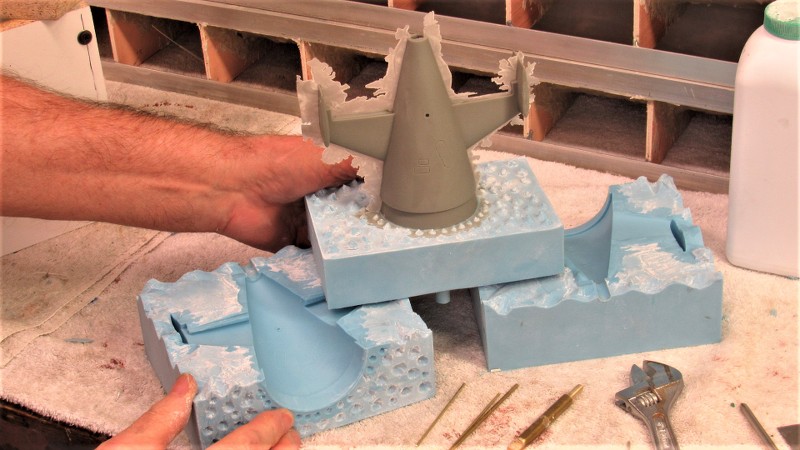
Into the top of the block, that world become the flange line of the core piece of the tool, I dug out deep 'dimples' to start the keying network between the core portion of the tool and the two-piece block of rubber beneath.

The tail-cone master was reinstalled into the two piece 'block' and a riser ring attached to the forward end of its radial flange -- a form of bubble-catcher. Atop the riser are two tubes that will form the vents within the core portion of the too.

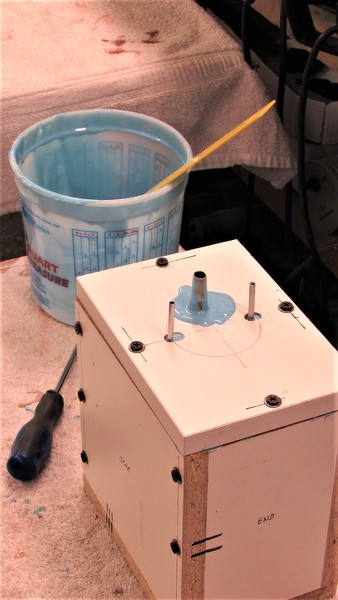
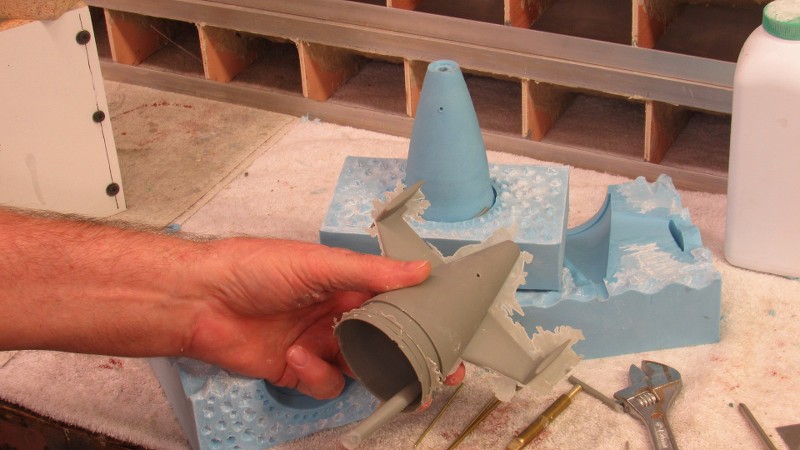
Pouring the third section of the tool. The large brass pipe will form the sprue.

I yanked out the brass rods and established centerline verticals on the rubber block to help guide me as I cut the block into two approximately equal halves -- that operation, inevitably sloppy, would produce the keying network that would register the two halves together. More on that horror show shortly.
I purposefully avoided straight cuts at the surface of the block of rubber -- the wavy lines would insure an aggressive keying network. But, about a half-inch into the cut I straightened the flange as best I could and worked as carefully as I could to avoid cutting into the master, though some dings (easily filled and sanded smooth later) did occur.
Into the top of the block, that world become the flange line of the core piece of the tool, I dug out deep 'dimples' to start the keying network between the core portion of the tool and the two-piece block of rubber beneath.
The tail-cone master was reinstalled into the two piece 'block' and a riser ring attached to the forward end of its radial flange -- a form of bubble-catcher. Atop the riser are two tubes that will form the vents within the core portion of the too.
Pouring the third section of the tool. The large brass pipe will form the sprue.






























Comment