Welcome to our forums. For the best in R/C submarine kits, components and accessories, be sure to visit the Nautilus Drydocks
If this is your first visit, be sure to
check out the FAQ by clicking the
link above. You may have to register
before you can post: click the register link above to proceed. To start viewing messages,
select the forum that you want to visit from the selection below.
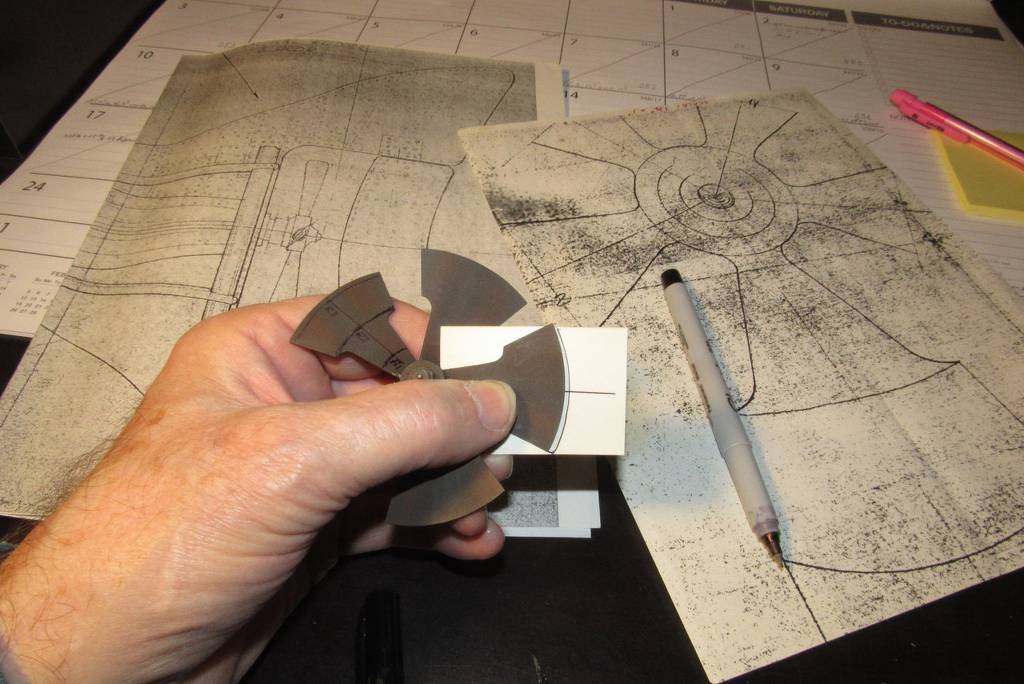
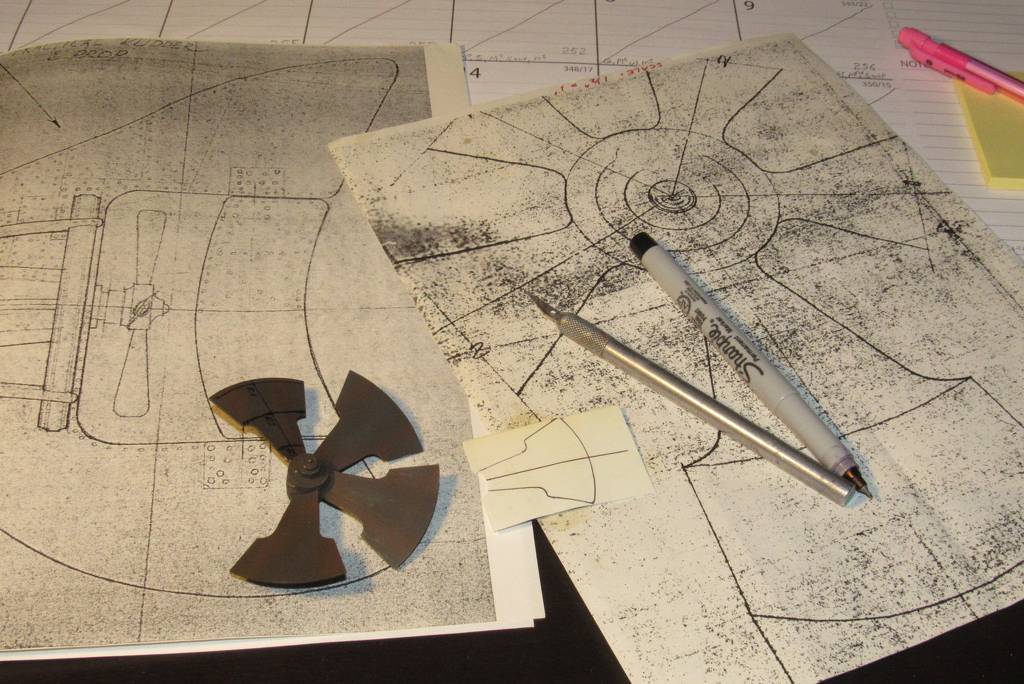
Enjoying the Albacore construction. It is important in 1953 just how new & revolutionary the many concepts introduced in this boat were when viewed, mentally suppressing present day hindsight what is commonplace now. It was an exciting time at Portsmouth NSY then what was developing and evolving.
Why do you cut the master in two and then make two separate molds? When I learned mold making, I was taught that you loose precision by cutting masters. Instead I was taught the method using parting planes.
Why do you cut the master in two and then make two separate molds? When I learned mold making, I was taught that you loose precision by cutting masters. Instead I was taught the method using parting planes.
It's easier to handle half of a master than an entire master. Also, when it comes to making the tools, I prefer to do the glove and case in one sitting, not two.
And I suppose it's how you're taught; both methods have their advantages and problems.
hi, question on the mold technique above (obviously I don't have much expertise on casting), I assume you are referring to the soft inner liner as the "glove" and the outer frame as the "case".
Do I assume correctly that as you make hulls the glove will wear out and that you can make replacement gloves and keep the same case?
It seems that it would be difficult to make replacement gloves that would fit tightly against the case.
This is a most interesting series. Thx for response, Khim
hi, question on the mold technique above (obviously I don't have much expertise on casting), I assume you are referring to the soft inner liner as the "glove" and the outer frame as the "case".
Do I assume correctly that as you make hulls the glove will wear out and that you can make replacement gloves and keep the same case?
It seems that it would be difficult to make replacement gloves that would fit tightly against the case.
This is a most interesting series. Thx for response, Khim
Correct. The rubber glove gives form to the eventual GRP laid up parts.
The outer case (strongback/case/shell/mother-mold) keeps the floppy glove in proper shape during the lay-up process.
The initial glove is either poured into a pre-formed mother-mold (BJB's TC-5050) containing the master, or the glove is formed over the master directly, and the case formed over the cured rubber later (BJB's TC-5040).
Once production work has fried the glove you simply mount the mother-mold over the master(s), punch sprue holes into it, providing tall sprue and vent channels (gravity is your friend) and pour in a batch of TC-5050. Done. The annular space between master and case is filled with rubber.








































































































Comment