
Thanks David and Jorg,
Jorg, What!, Germany 2-0 loss to Korea. Whats happening!?
Thanks for the comments guys. I have gone over and had a look at lots of pics of Russian rear ends. (Subs that is) Yep you can see the stern planes are just subtly lower on some boats.
I am at the stage of development that I have to make a decision to finalise designs. You get to a point where you just have to go ahead and make the decision to proceed with the tooling stage. I reached that a couple of months ago as I started creating the silicon moulds for all the appendage parts. I have spent so much time especially at the stern and I'm now at the point where the design is at a stage I am happy with in regards to the twin boom arrangement. I'm pretty much done here. I will soon be getting the mould boards fabricated and ready to go.
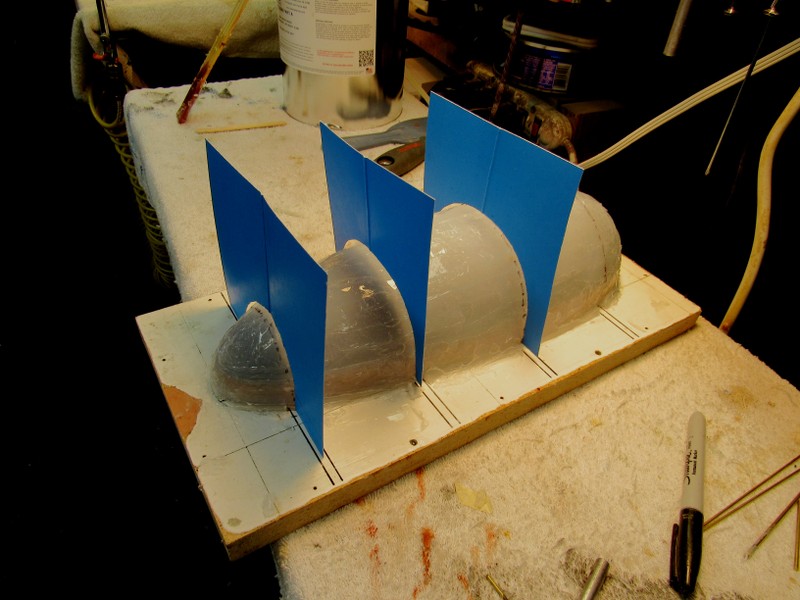
So I poured the silicon for one side of the sail and waited for it to set. I then pulled that off the base after unscrewing the sides and end boards. This mould came out really well and all I needed now was to brush down a layer of gel coat and then a layer of light weave. The photos below show pretty much the whole process for the other side. Very happy with the result. The silicon recreates every detail.
With every boat that I build I colour code the silicon appendage moulds. Then they all go into a series of boxes for whenever they need to be called upon. This means quick recognition. I didnt have a new pigment colour to work with and the colour I wanted for some reason was really expensive, so I decided to simply mix green, blue and orange that I had from my previous jobs, together to get this nice beige colour.
After completing both moulds, I made the first laid up parts to create the two side parts to make the fin/sail. I will then start on the development of the top of the fin.
Now it really reminds me of Cheesecake...







Jorg, What!, Germany 2-0 loss to Korea. Whats happening!?
Thanks for the comments guys. I have gone over and had a look at lots of pics of Russian rear ends. (Subs that is) Yep you can see the stern planes are just subtly lower on some boats.
I am at the stage of development that I have to make a decision to finalise designs. You get to a point where you just have to go ahead and make the decision to proceed with the tooling stage. I reached that a couple of months ago as I started creating the silicon moulds for all the appendage parts. I have spent so much time especially at the stern and I'm now at the point where the design is at a stage I am happy with in regards to the twin boom arrangement. I'm pretty much done here. I will soon be getting the mould boards fabricated and ready to go.
So I poured the silicon for one side of the sail and waited for it to set. I then pulled that off the base after unscrewing the sides and end boards. This mould came out really well and all I needed now was to brush down a layer of gel coat and then a layer of light weave. The photos below show pretty much the whole process for the other side. Very happy with the result. The silicon recreates every detail.
With every boat that I build I colour code the silicon appendage moulds. Then they all go into a series of boxes for whenever they need to be called upon. This means quick recognition. I didnt have a new pigment colour to work with and the colour I wanted for some reason was really expensive, so I decided to simply mix green, blue and orange that I had from my previous jobs, together to get this nice beige colour.
After completing both moulds, I made the first laid up parts to create the two side parts to make the fin/sail. I will then start on the development of the top of the fin.
Now it really reminds me of Cheesecake...













Comment