
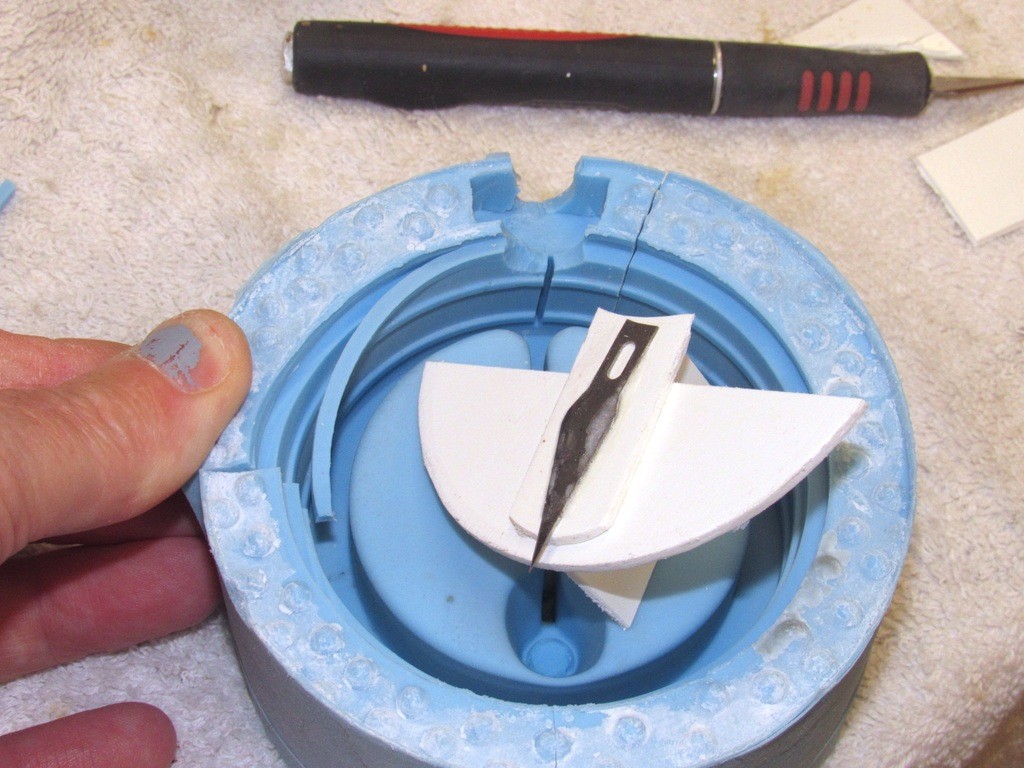
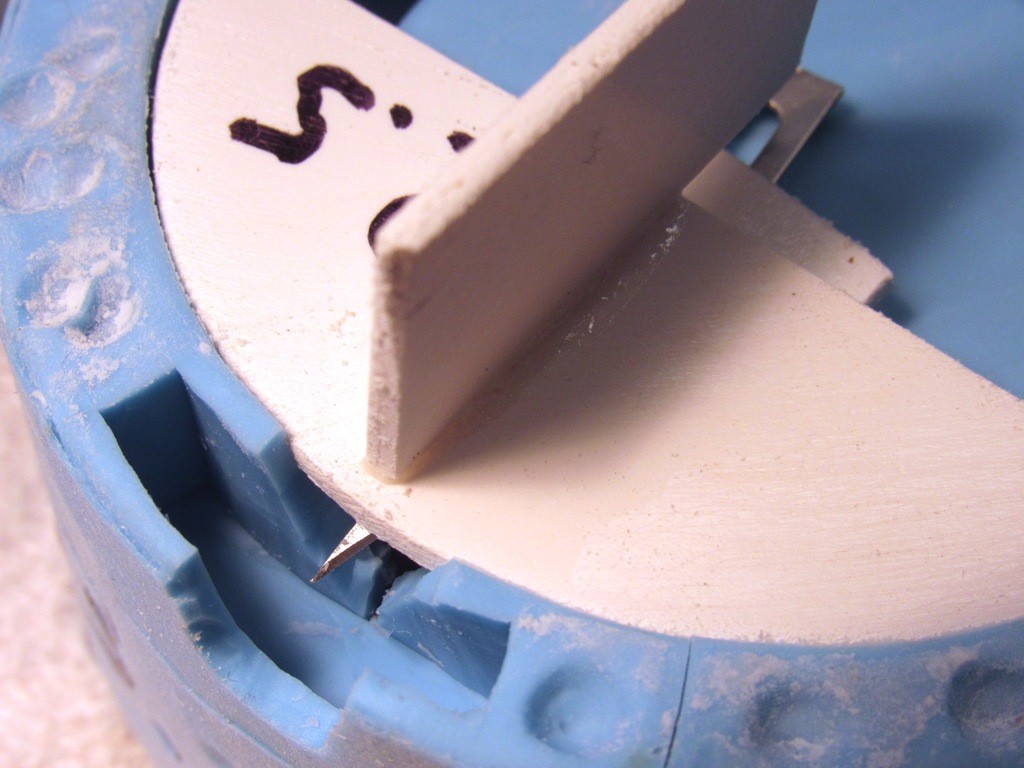
Special sanding tools were made and used to refine the shape of the many different sized and shapped limber, flood-drain, and vent holes along the length of the ALFA’s hull.

Scratch-building would be a joy if multi-view orthographic drawings of the subject are at hand. But, in the real world the smaller items of a subject presented as a plan are done so with few if any enlarged auxiliary views that would reveal the intricacies of these smaller items. So, by necessity, photographic interpretation is a big part of documentation enhancement that has to be done by the careful modeler. A valuable tool in your inventory of skills is the ability to generate your own ‘shop sketches’, based on study of still and video images of the prototype. Such renderings helping you identify the geometry of the object being rendered as a three-dimensional model.
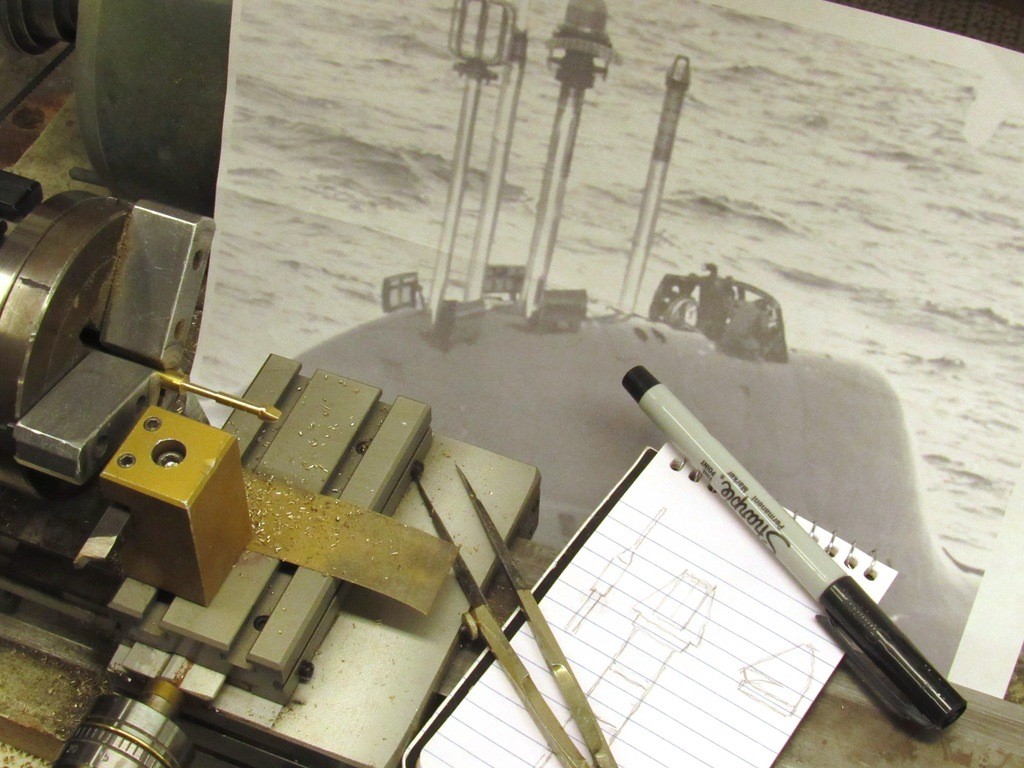
Just such a drawing used to assist me as I turned a length of machine brass round-stock to form the ALFA’s only periscope – a big ugly thing definitely not intended for close-in attack duty. Most of this item was lathe turned, but the scope head itself had to be carefully carved shaped by hand using riffler files, knife, and moto-tool burrs.
Something the Russian submarine design bureaus did little about, until recent years, was the use of streamlined mast fairings to streamline the cylindrical retractable masts to the water flow. As a submarine travels at speed the drag of the water passing around the cylindrical mast will, at some critical speed, go turbulent and will, like clock-work, induce a vibration onto the mast. Mast vibration will interfere with the optics of a periscope, or the wave-guide efficiency of a high-frequency antenna system. That same mechanical vibration also presents a strain on mast seals and shears. The inevitable vibration problem addressed to some degree by the Russian practice of making their masts of (by American standard) very large diameter steel tube.
However, these simple mast cylinders are a god-send to the lazy model-builder, like me: a length of aluminum tube, cut to appropriate length, topped by a cast scope, snorkel induction, or antenna and I’m done!
Most Russian designed boats feature these simple tubular masts. Our Russian counterparts did not employ mast fairings till later versions of the KILO class boats came off the building ways. Nowaday’s Russian boats employ streamlined fairings on most of their retractable masts… welcome to the 21st century, Ivan!
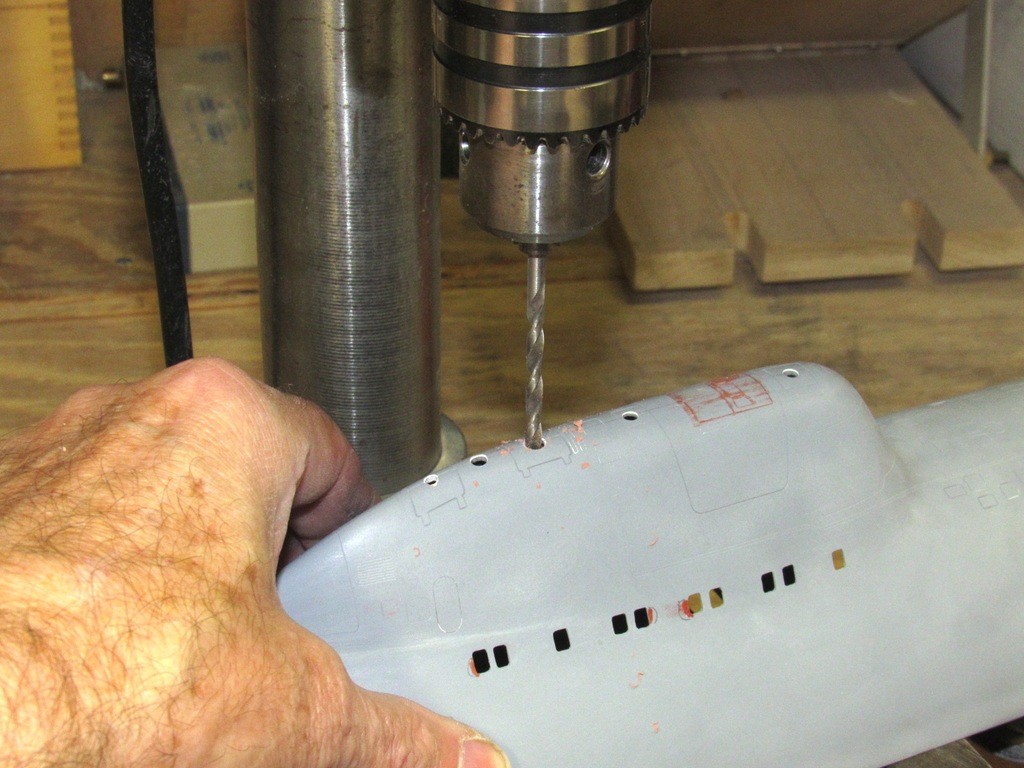
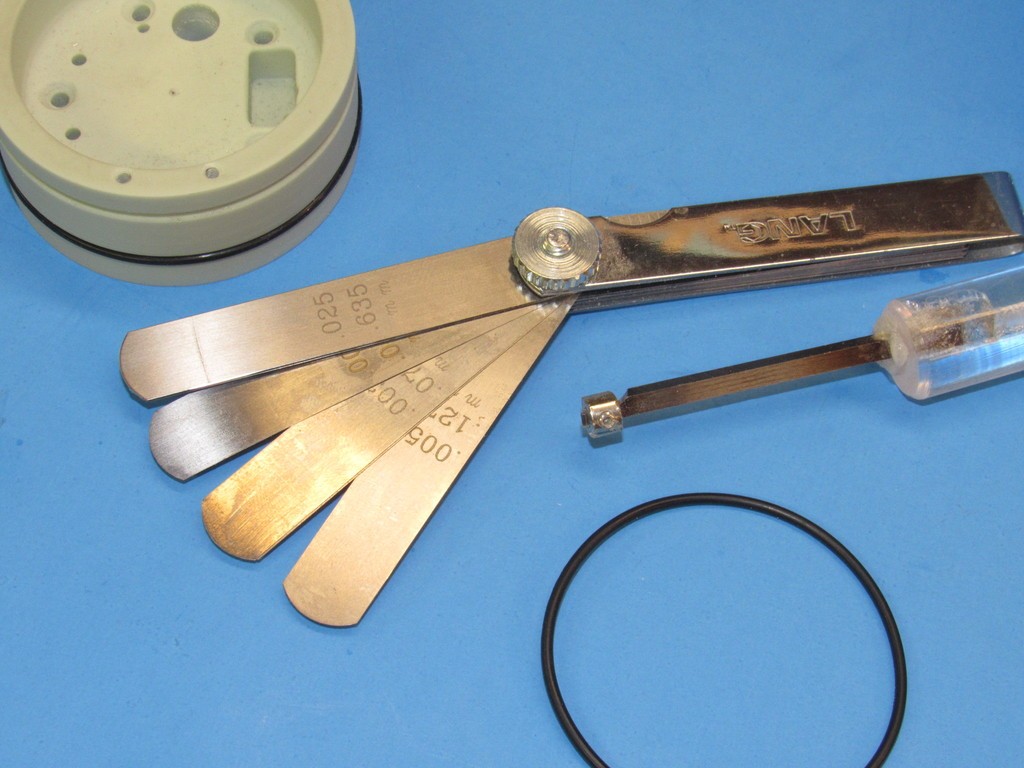
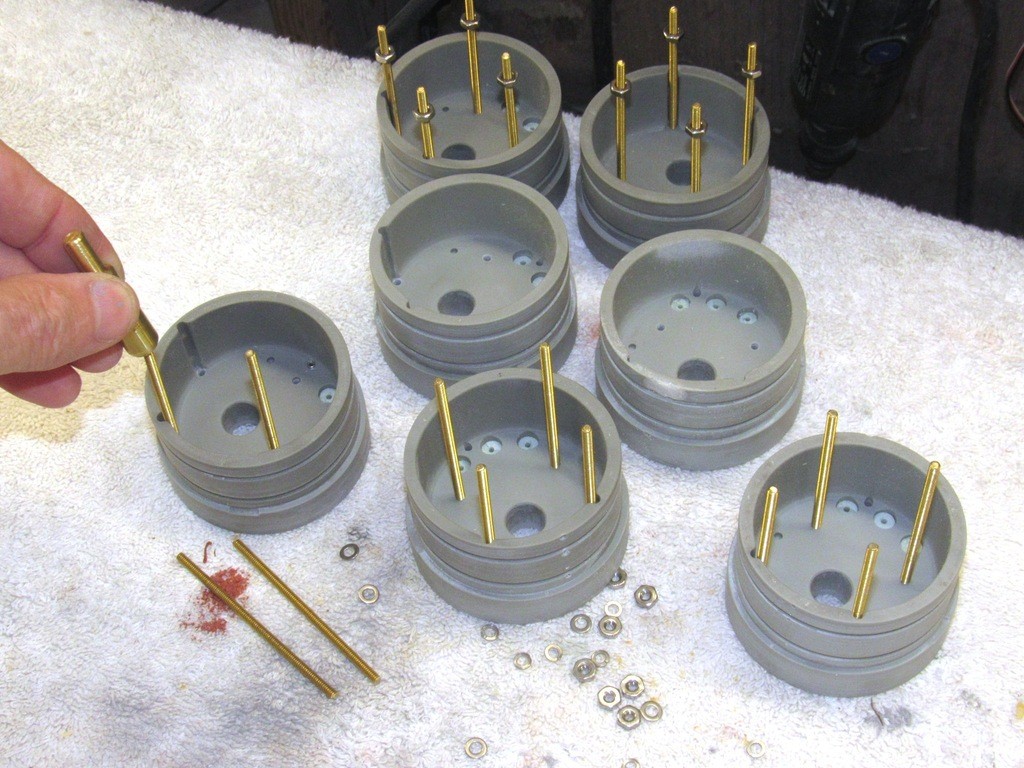
Once the RenShape mast foundation piece is glued within the top of the sail the upper hull is positioned onto the bed of the drill press and the appropriately sized bit is used to drill a perfectly aligned hole through the foundation, forming a interference fit between it and the base of a mast.
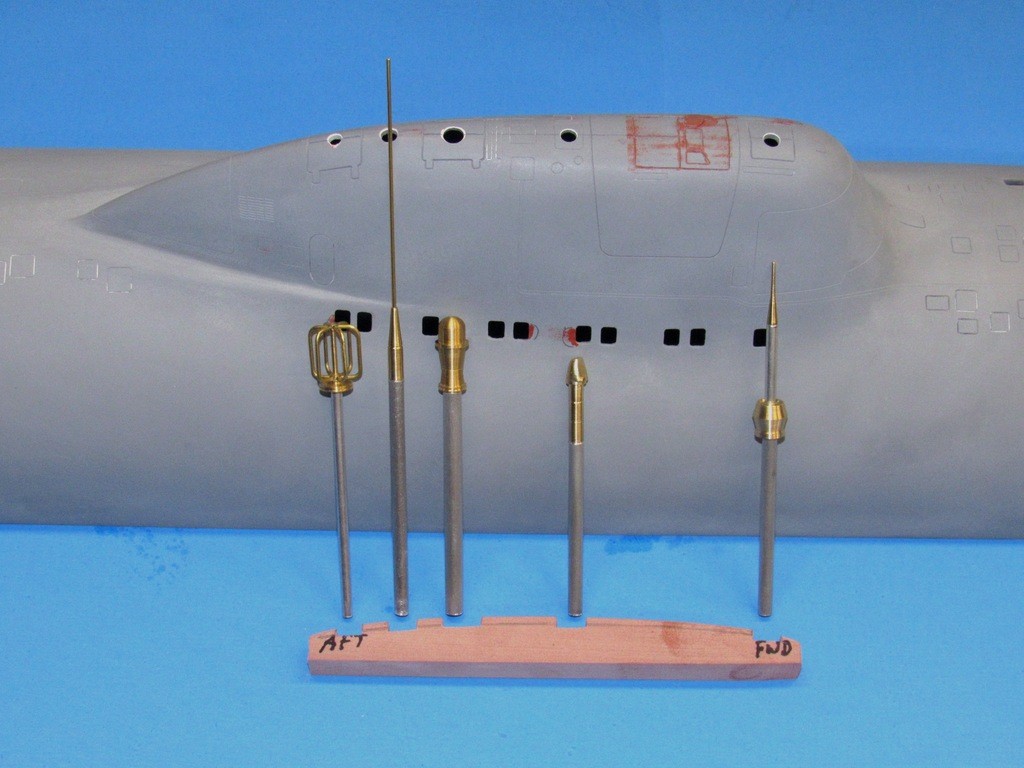
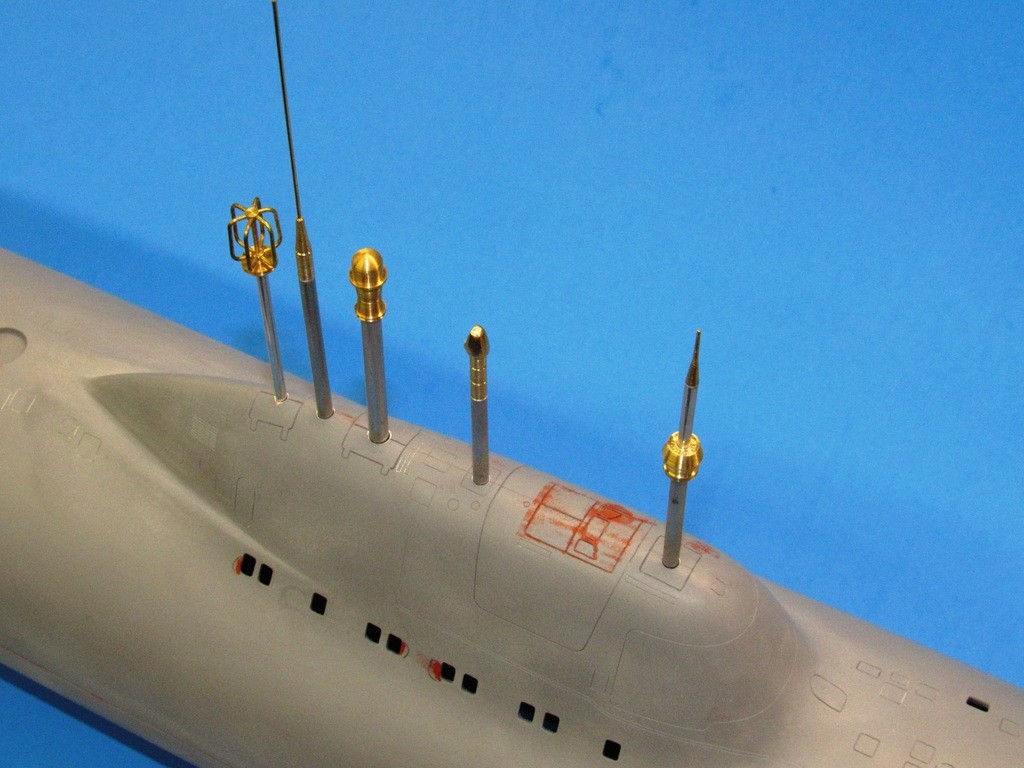
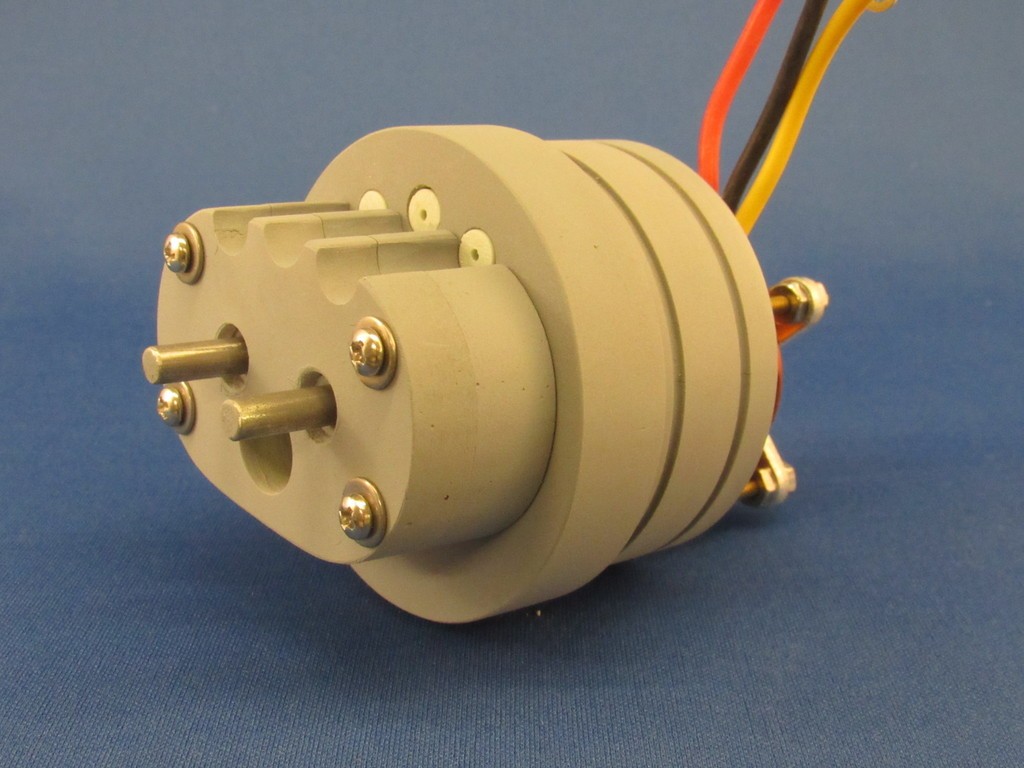
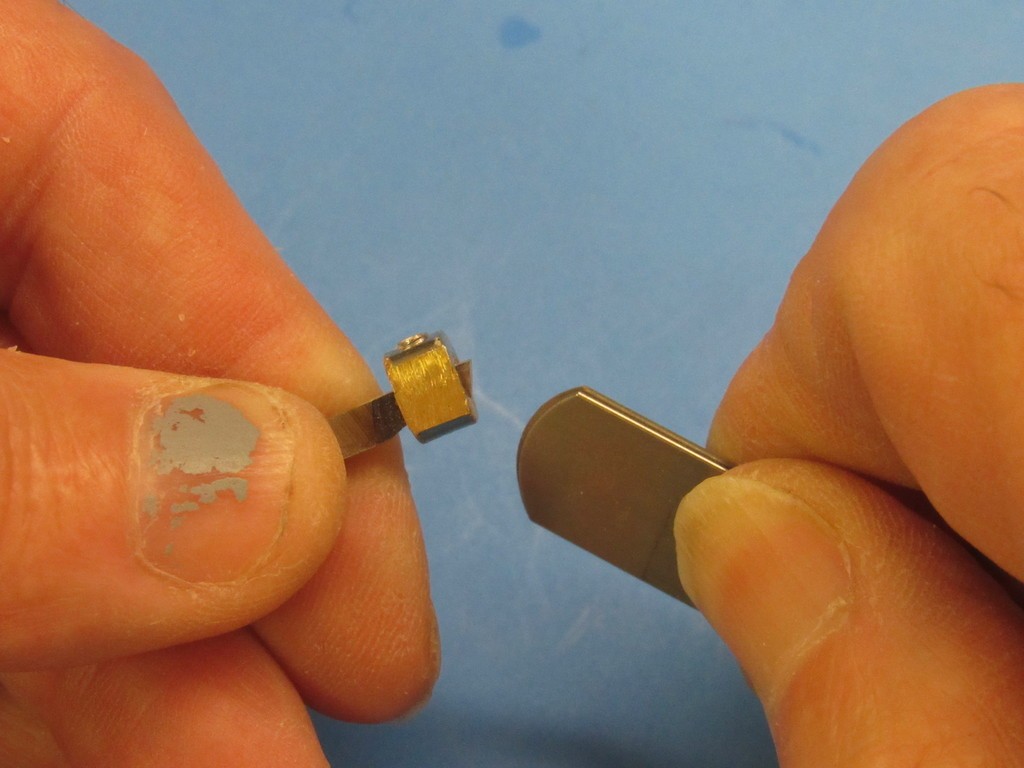
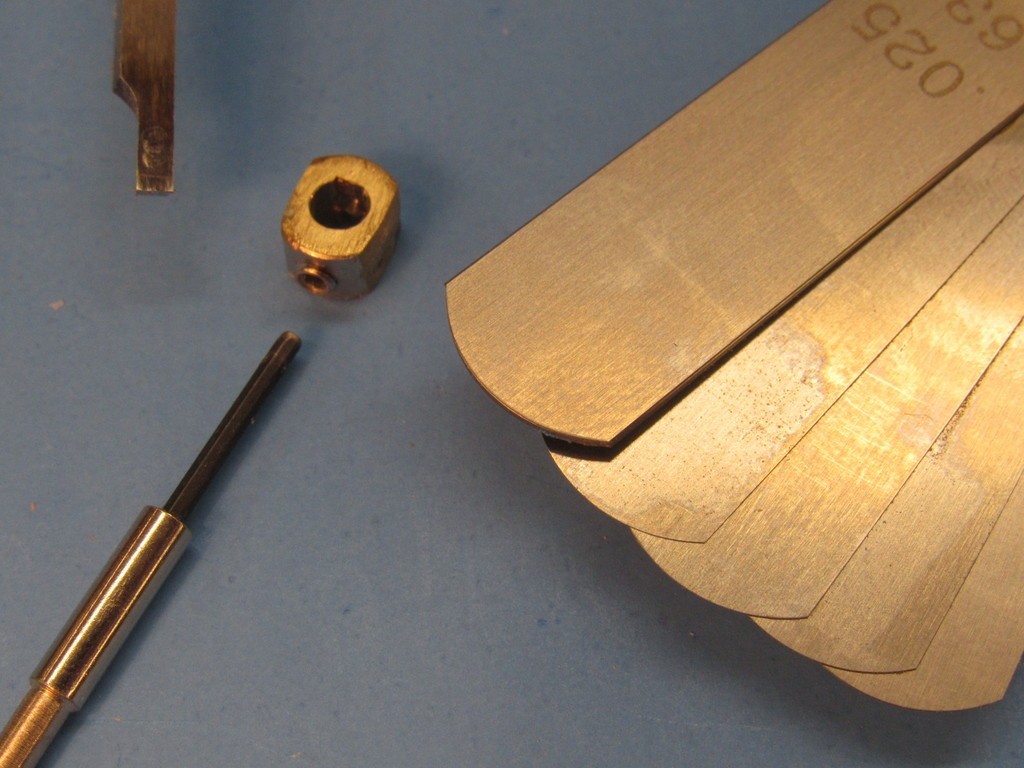
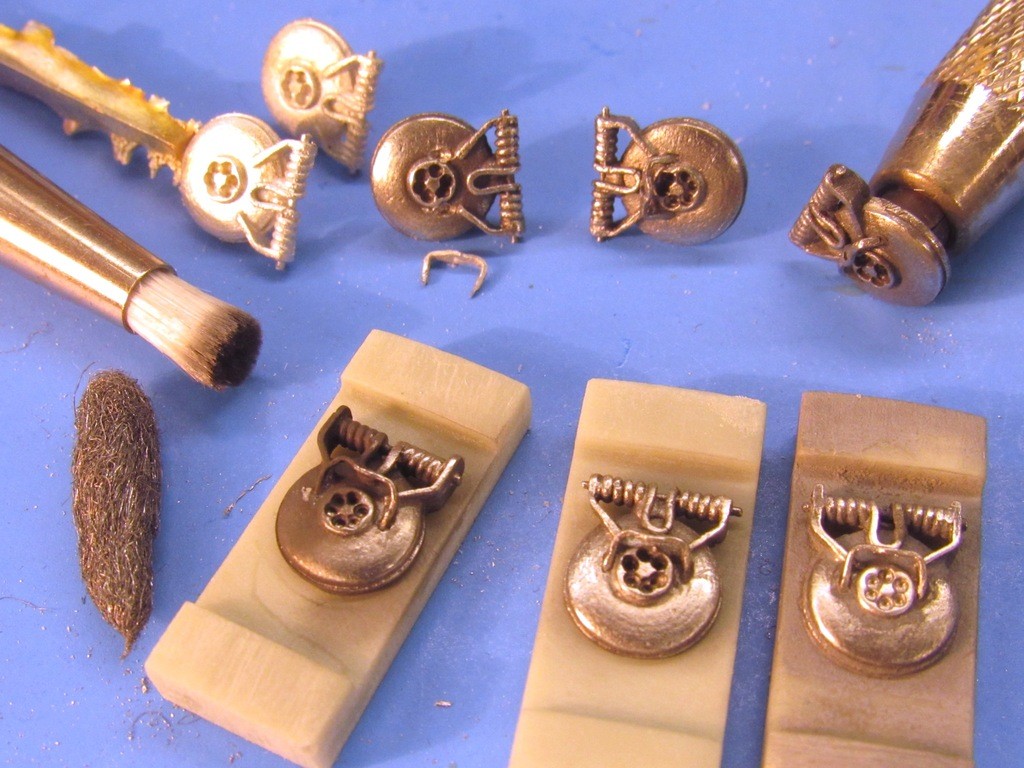
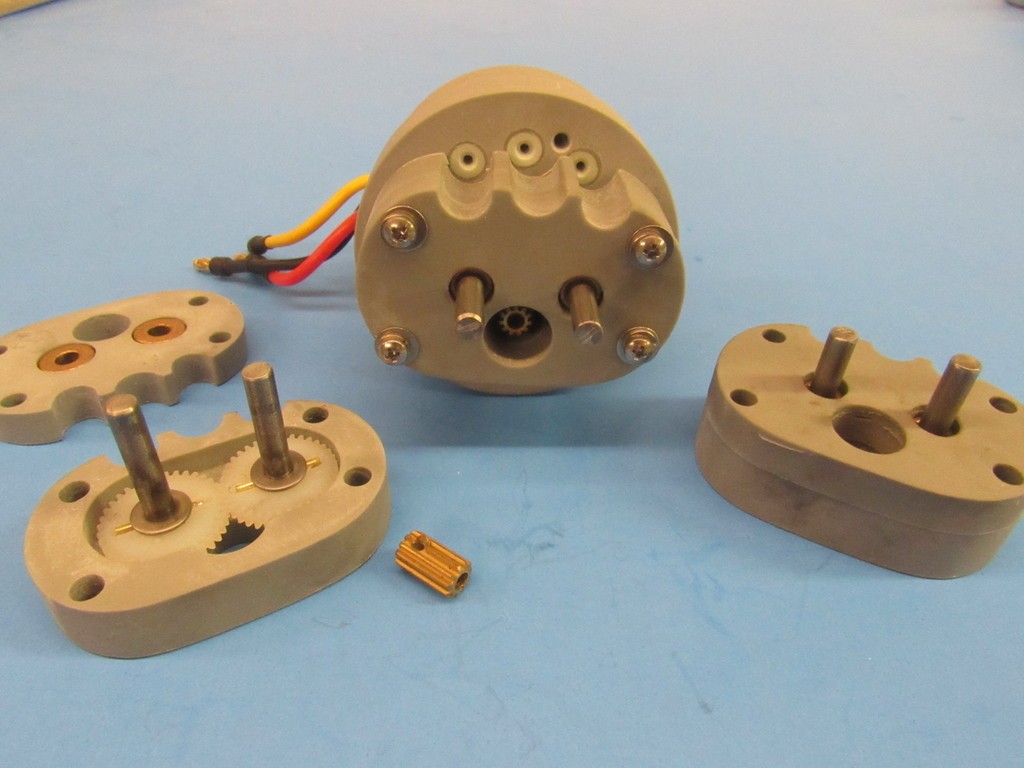
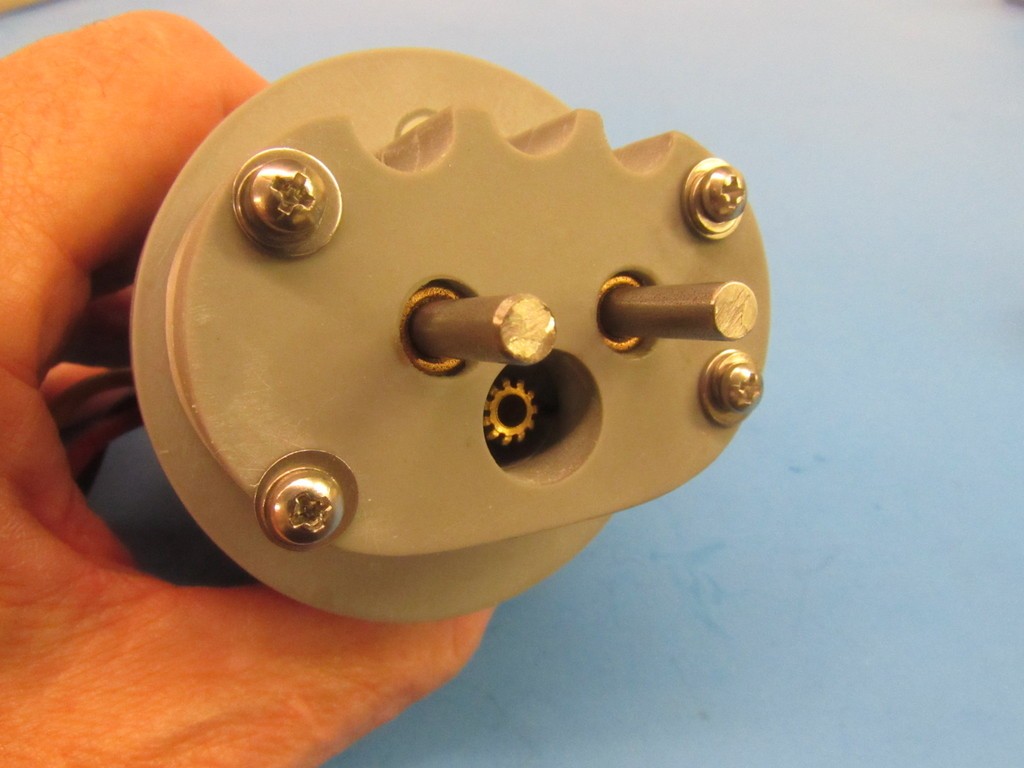
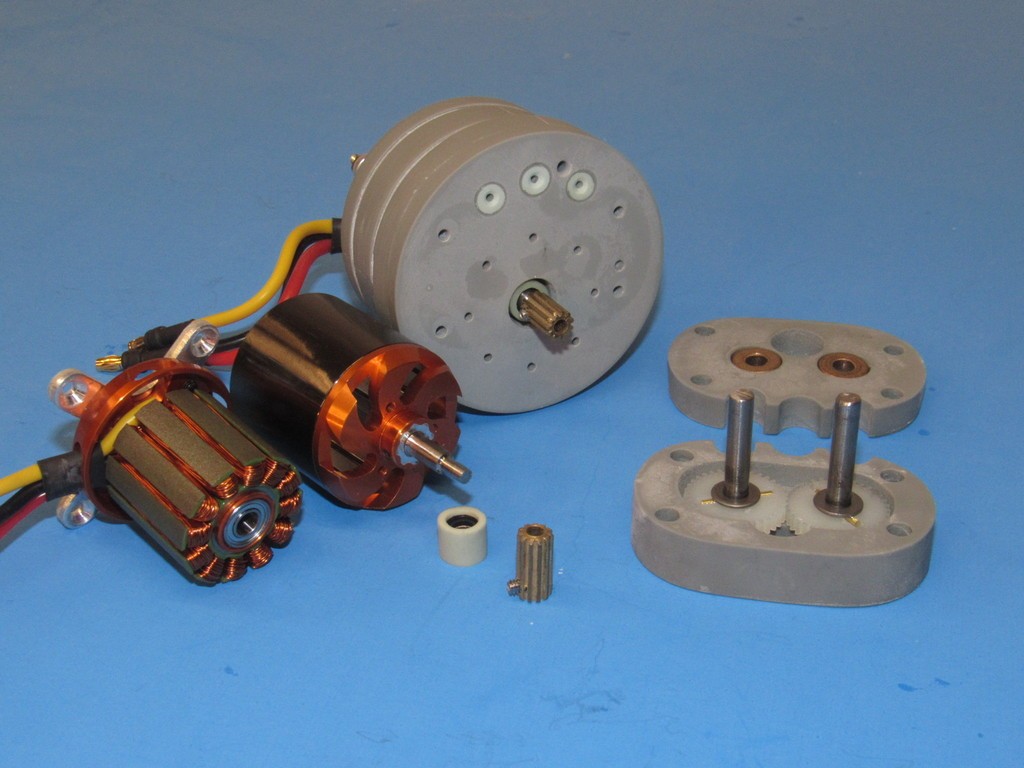
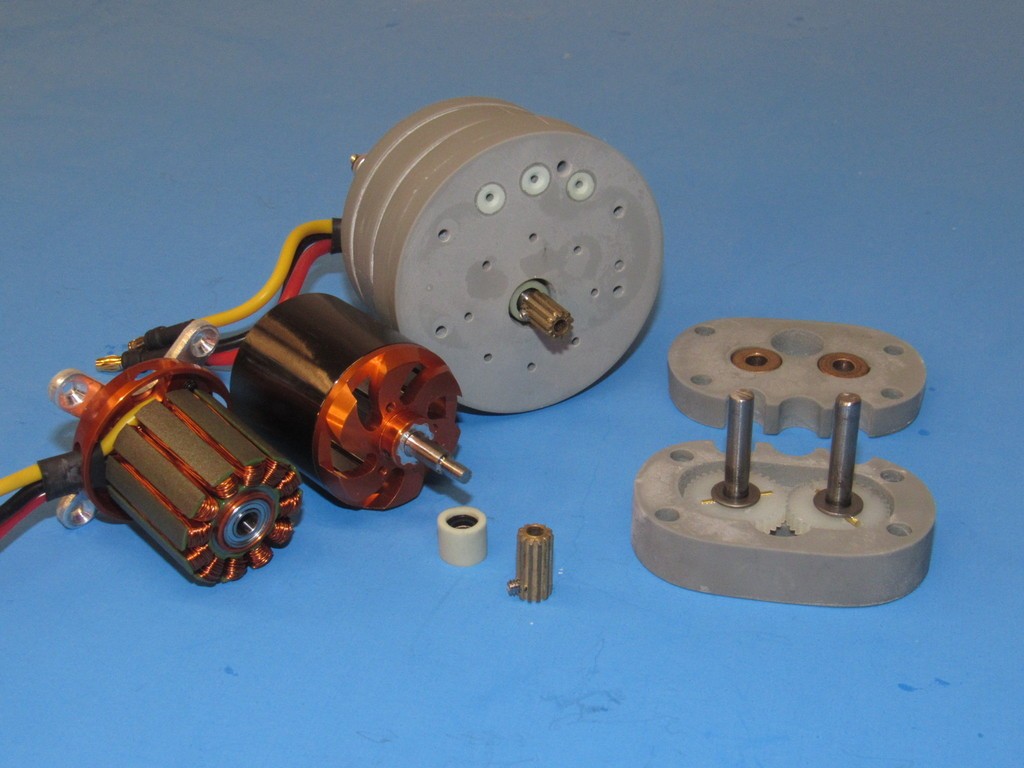
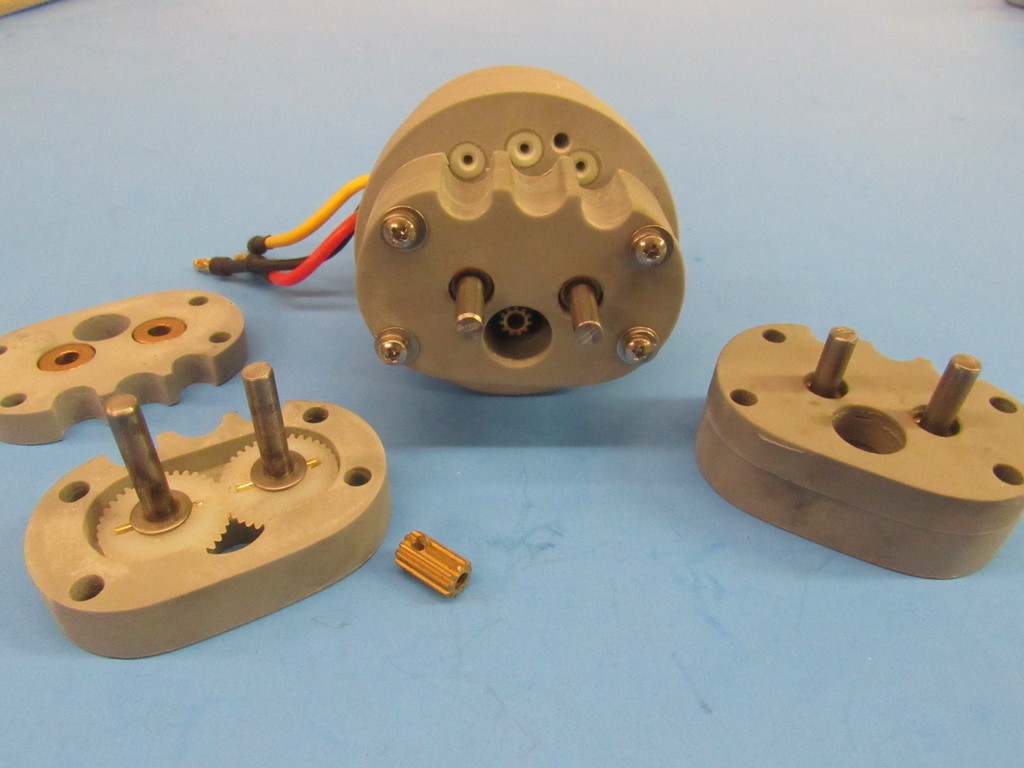
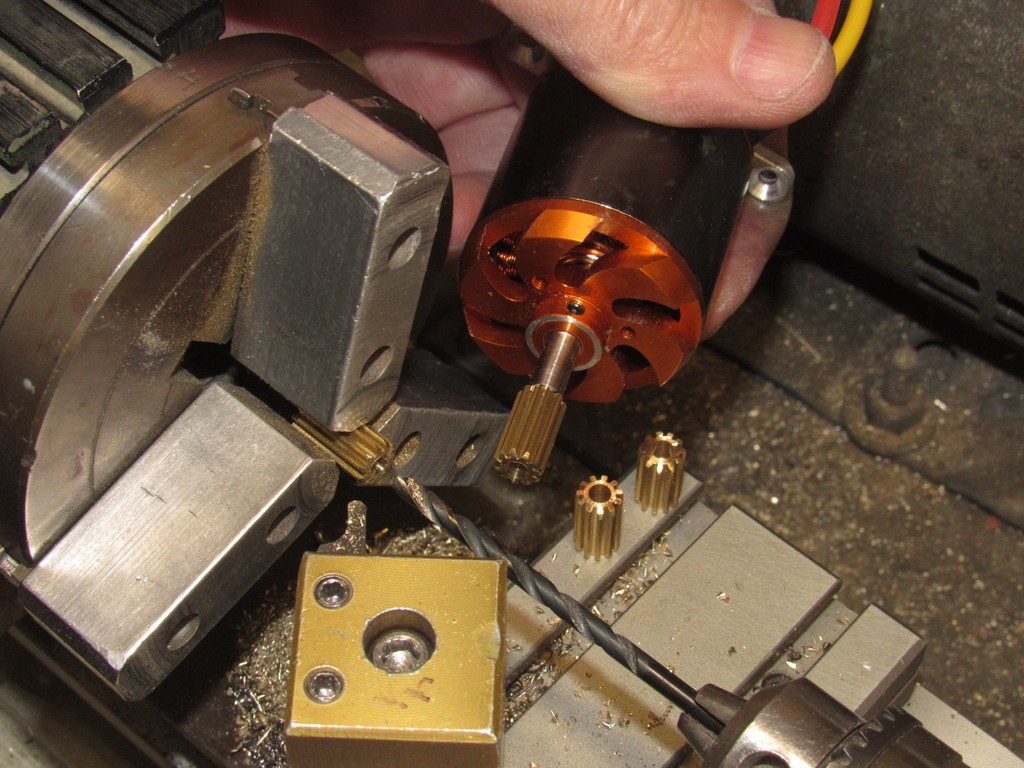
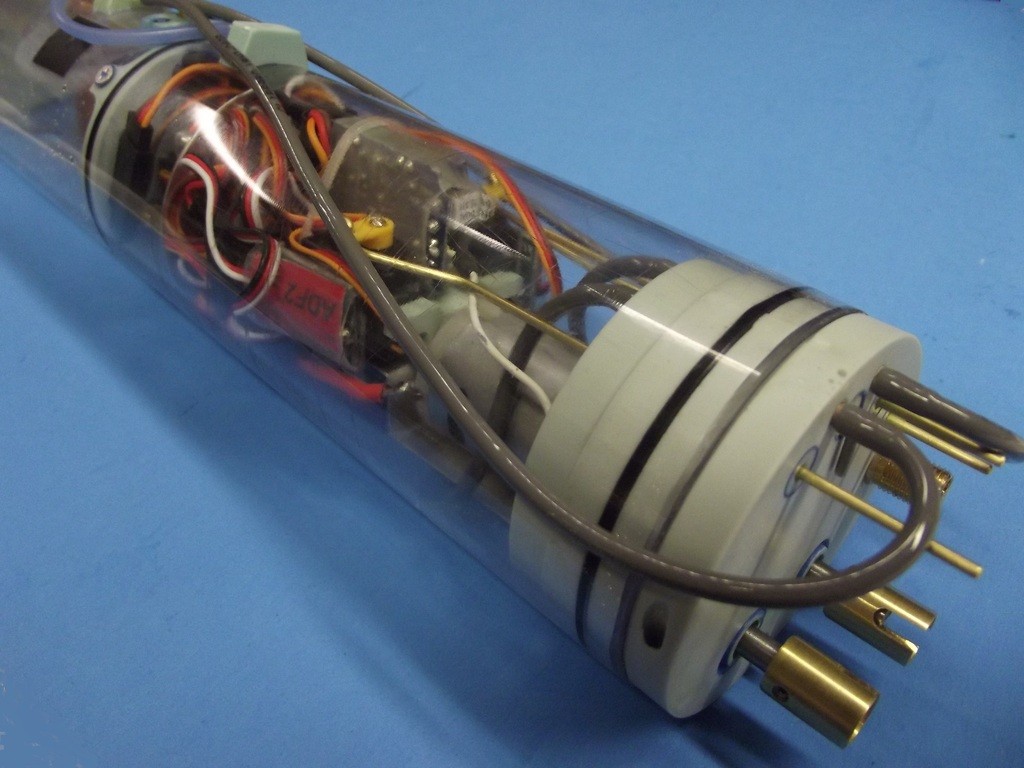
I have yet to make the tool and cast parts for the optical, induction, and electronic items that top the masts that project atop the ALFA’s sail. What you are looking at are the brass masters that will eventually be used to make the rubber tools from which white-metal production parts will be cast.
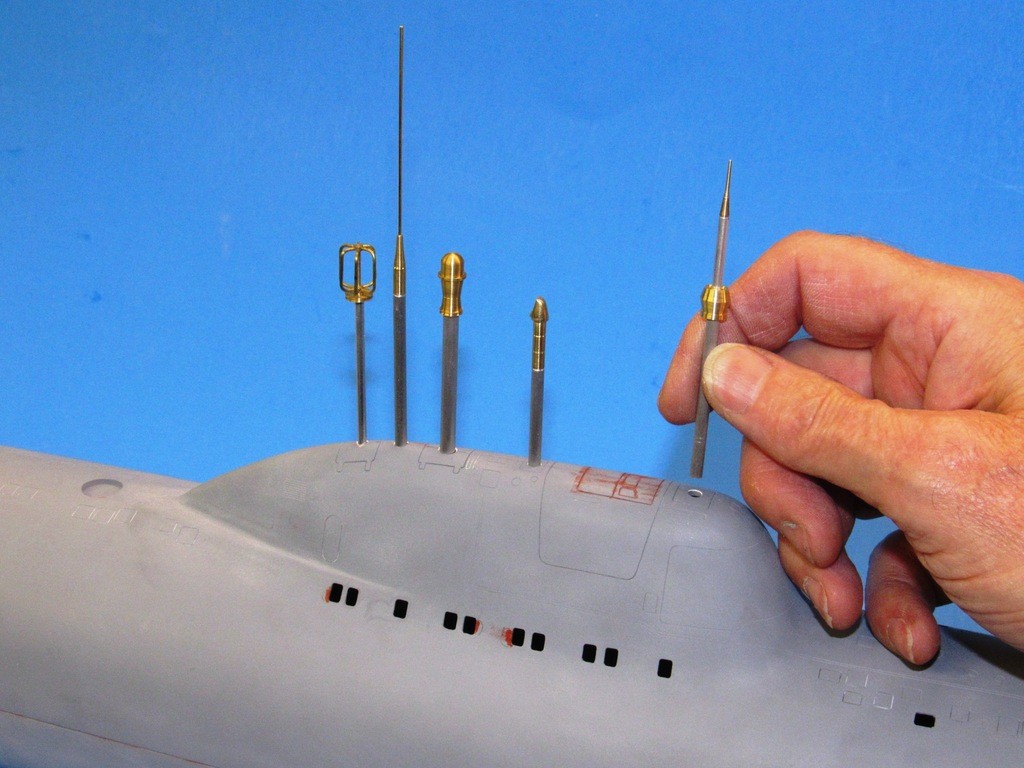
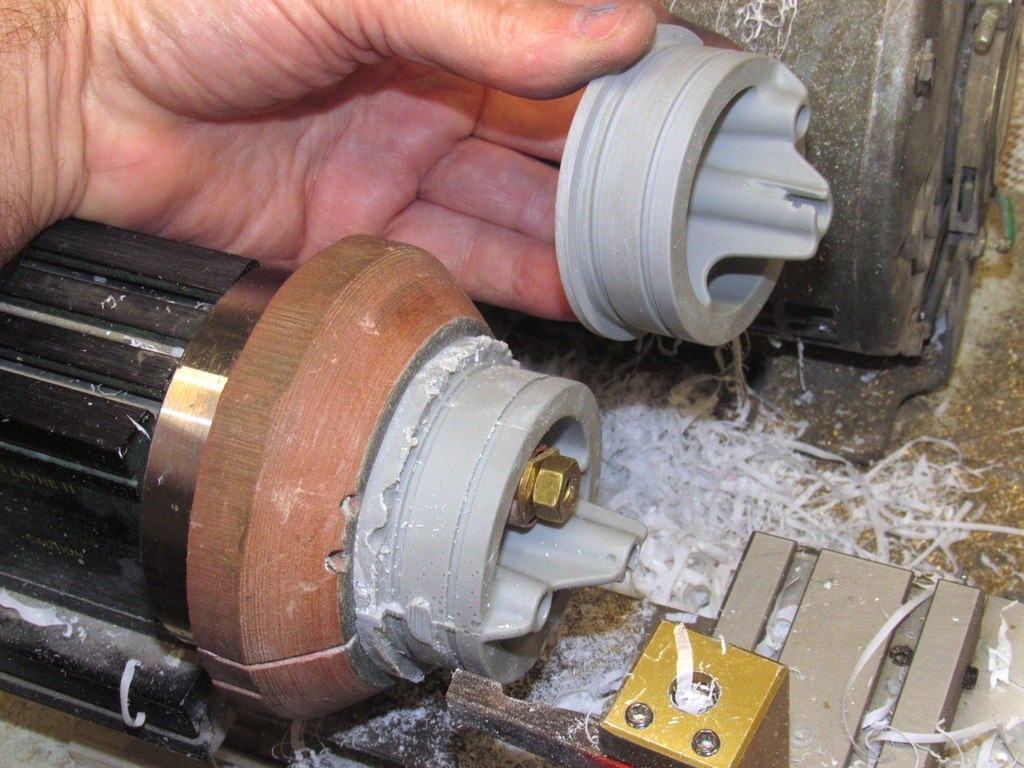
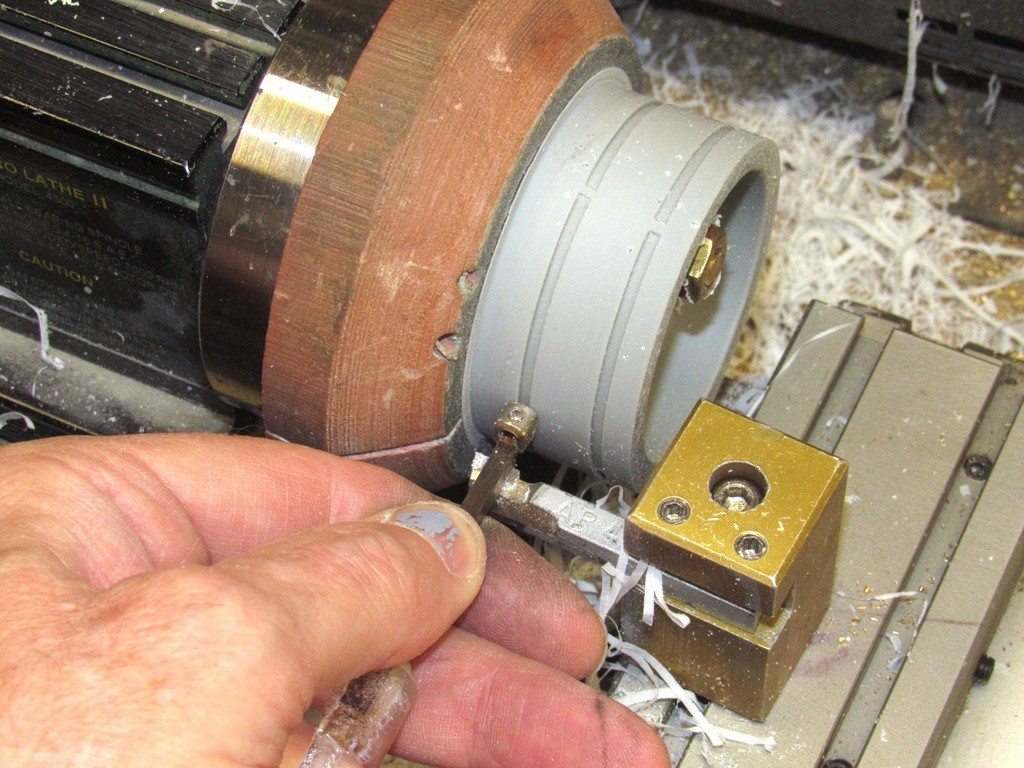
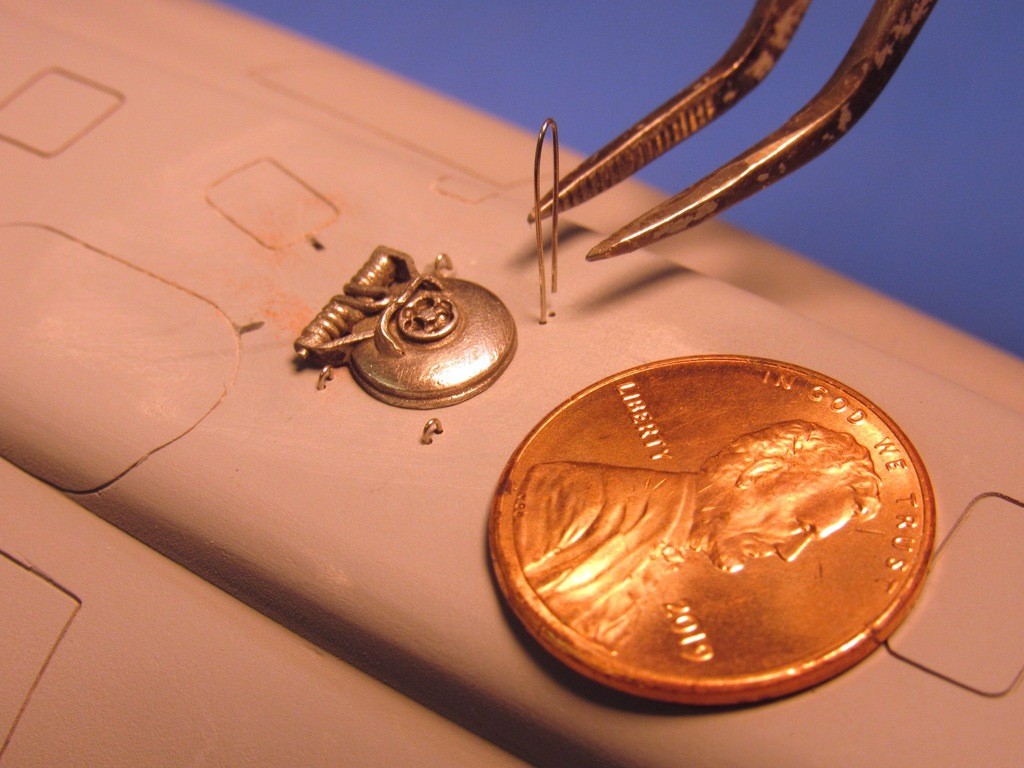
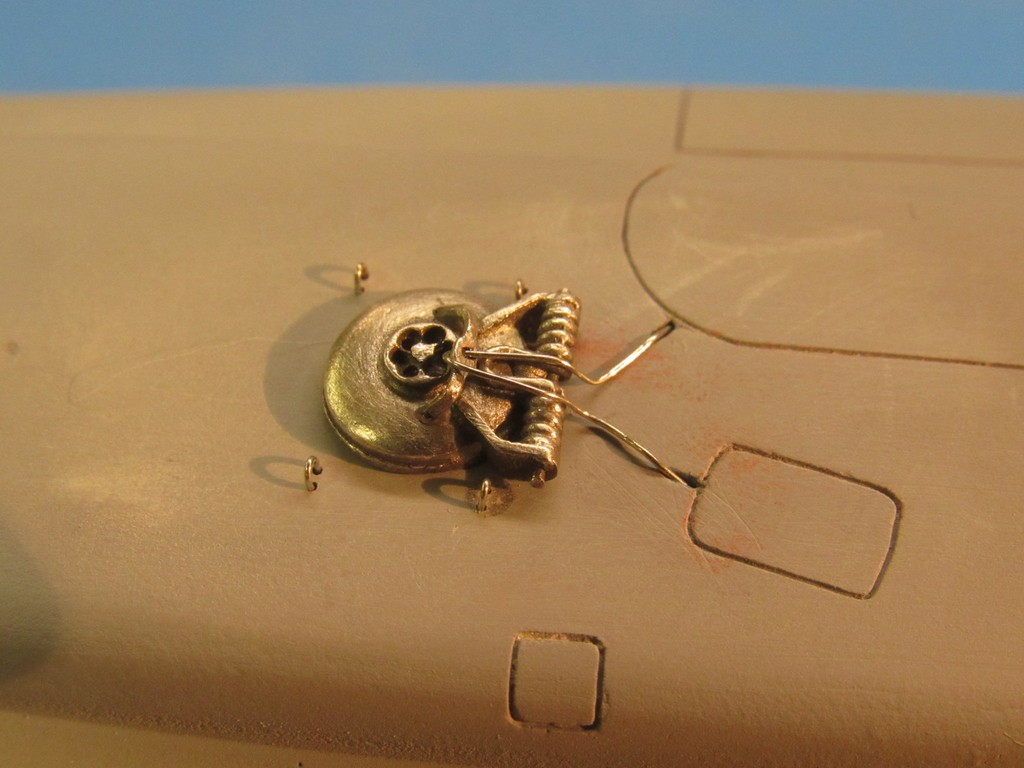
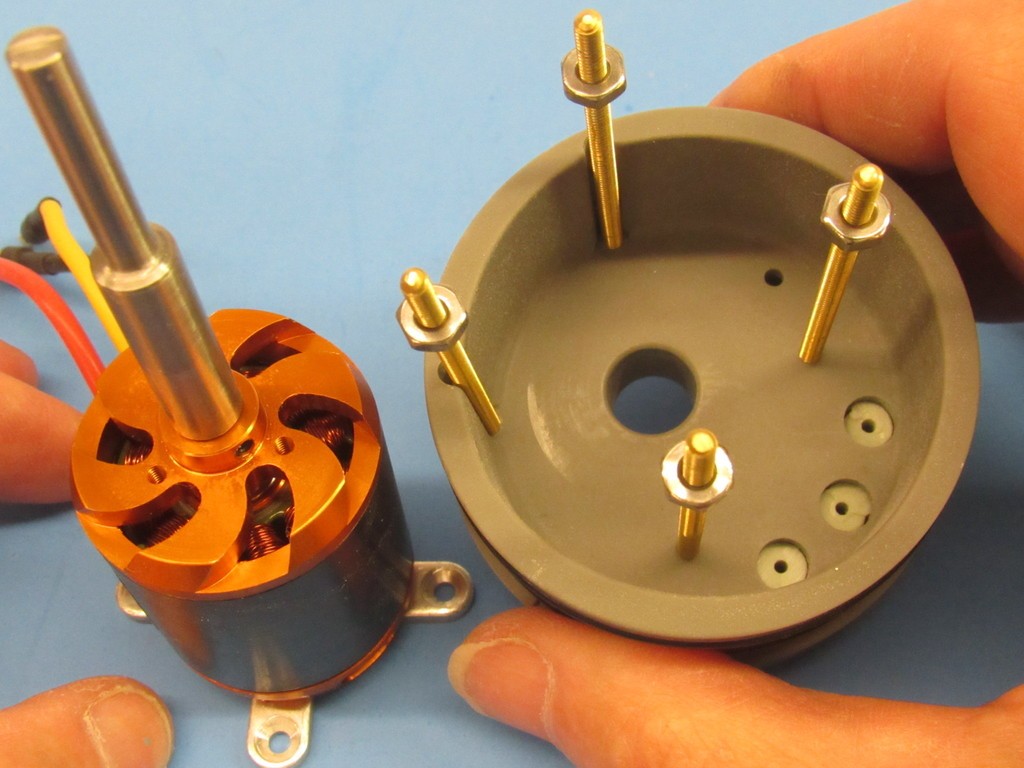
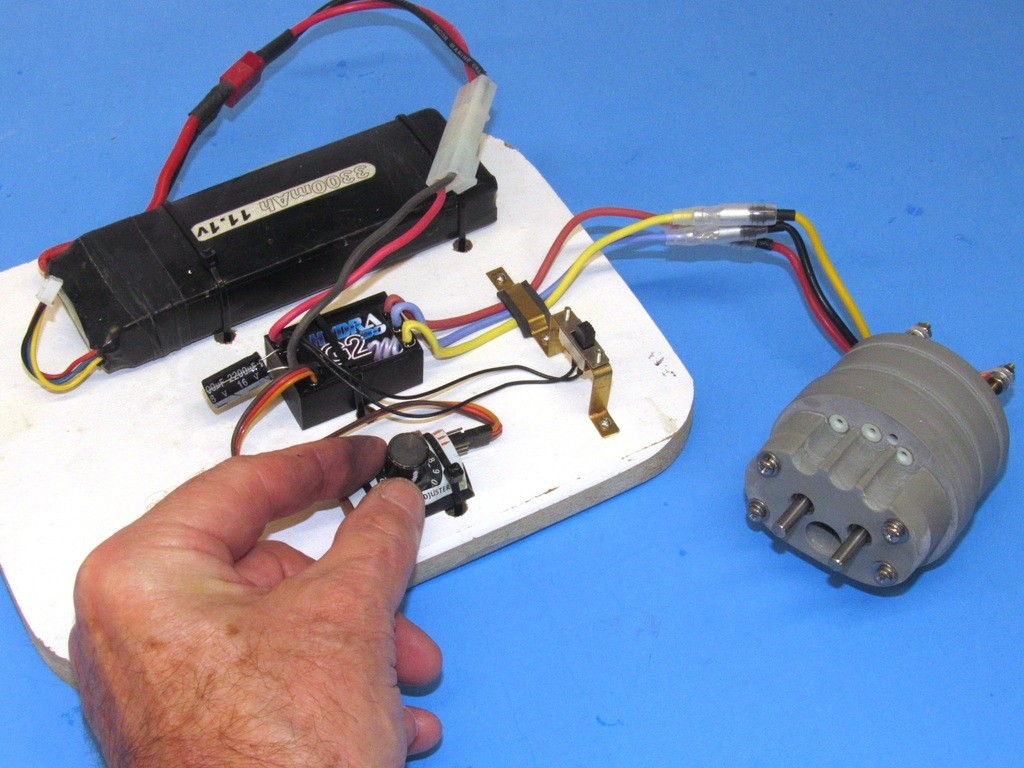
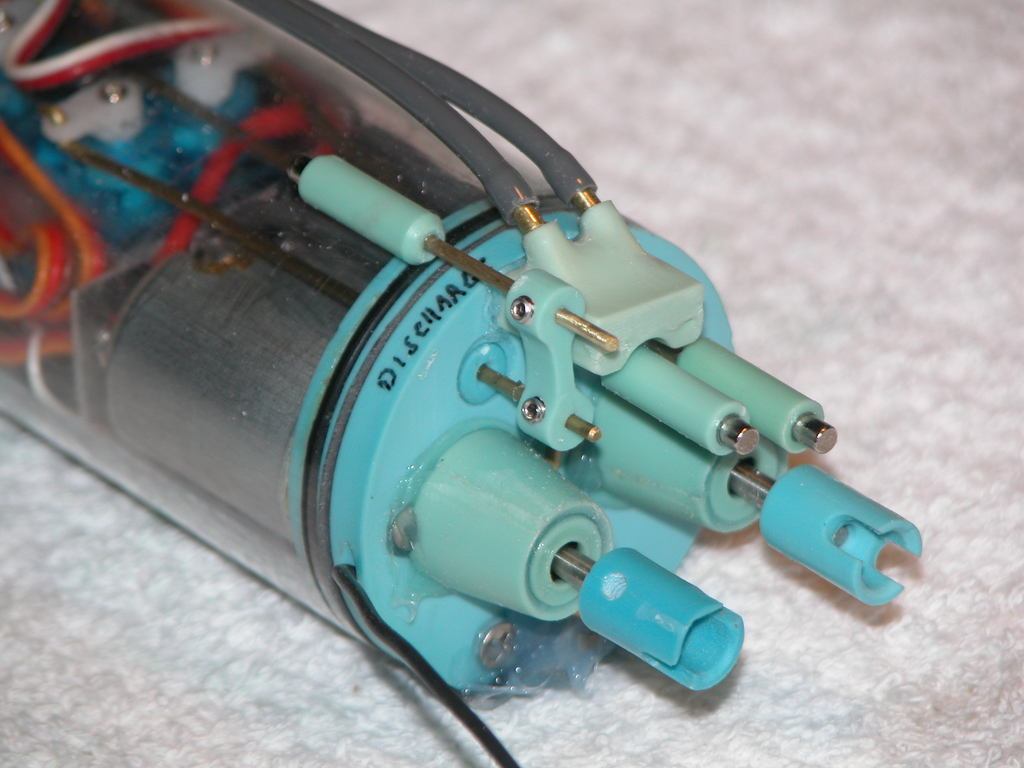
What I’m handling in this shot is what I assume to be a combined snorkel induction head-valve-antenna mast – I have not been able to get a definitive answer as to the function of this mast, but that is my best guess. Anyway, it does demonstrate how the masts make a friction fit to the internal mast foundation piece.
An obvious cheat on my part is the non-scale representation of extended masts through closed fairing hatches. Though I’ve produced parts representing opened hatches I elected to simply poke holes through the centers of the engraved representation of those hatches through which the masts passed. Most of the time the operational model will only have the scope in place, the other masts left back on the table as I drive the model – the open holes serving a practical function: venting the free-flooding hull as the model submarine submerges and surfaces. All masts are in place only for display out of the water.
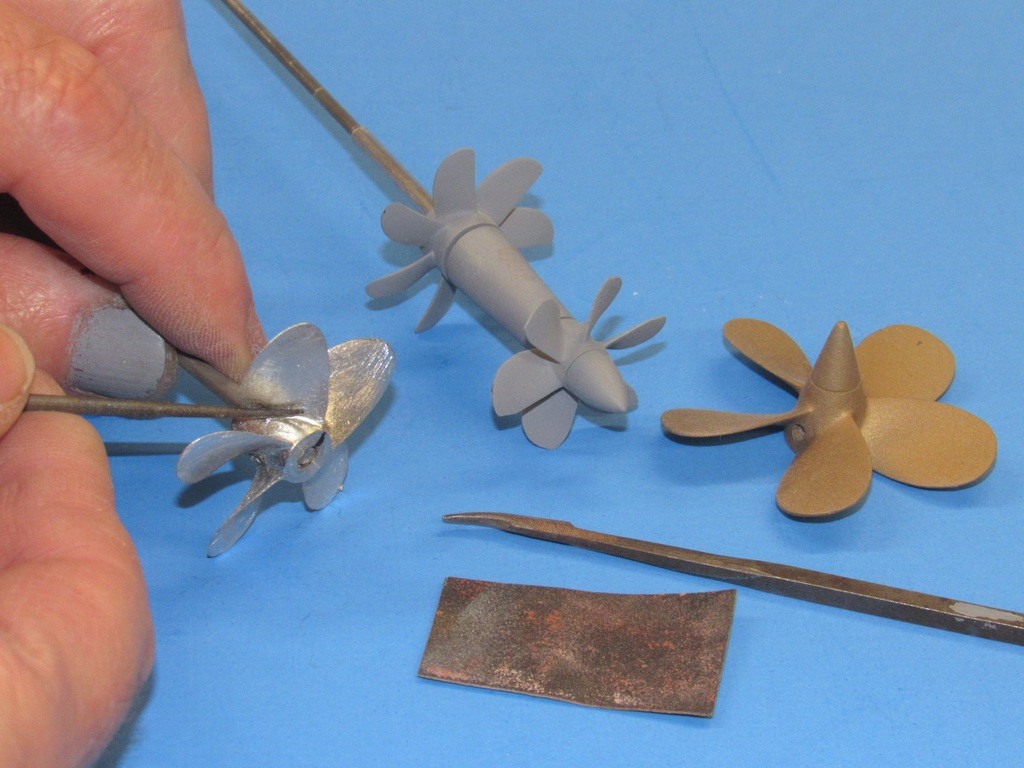
Presented here are the ALFA, ALBACORE, and SCORPION propellers at various states of finish. From left to right: the ALFA propeller demonstrates the initial work needed to take a cast white-metal propeller from the raw state to a point where it’s ready for pickling. Here I’m filing back the invitable flash imparted to the casting from the tool.
The two-propeller ALBACORE propulsor featured two concentric shafts, each swinging a counter-rotating propeller – identifying this as a phase-4 arrangement. The filing, pickling, and initial primer work has been done.
The completed and painted SCORPION wheel shows the end-game of propeller manufacture.
Many non-ferrous metals tend to shrug off primer and paint if not first oxidized to pit the surface of the metal in order to secure a tight mechanical bond between surface and coating. The white-meal, (Tin-Antimony alloy) part is soaked in acid to oxidize its surface. The oxidation creates zillions of little pits that key with the coating applied over it. This ‘pickling’ process is simple: dunk the work in acid and while its immersed brush the surface of the part vigorously with (duh!) an acid-brush to insure complete oxidation of the parts surface, rinse in fresh water to get the pH back to normal, dry, and prime.

Here, demonstrating the difference between a raw whit-metal casting and a worked and oxidized propeller. Once so pickled, the substrate is most receptive to the primer, producing a tight bond between metal and coating.




























Comment