

Always a pleasure to annoy you David, i'm fine, goofing around on this ball of dirt, and running around in the cave.
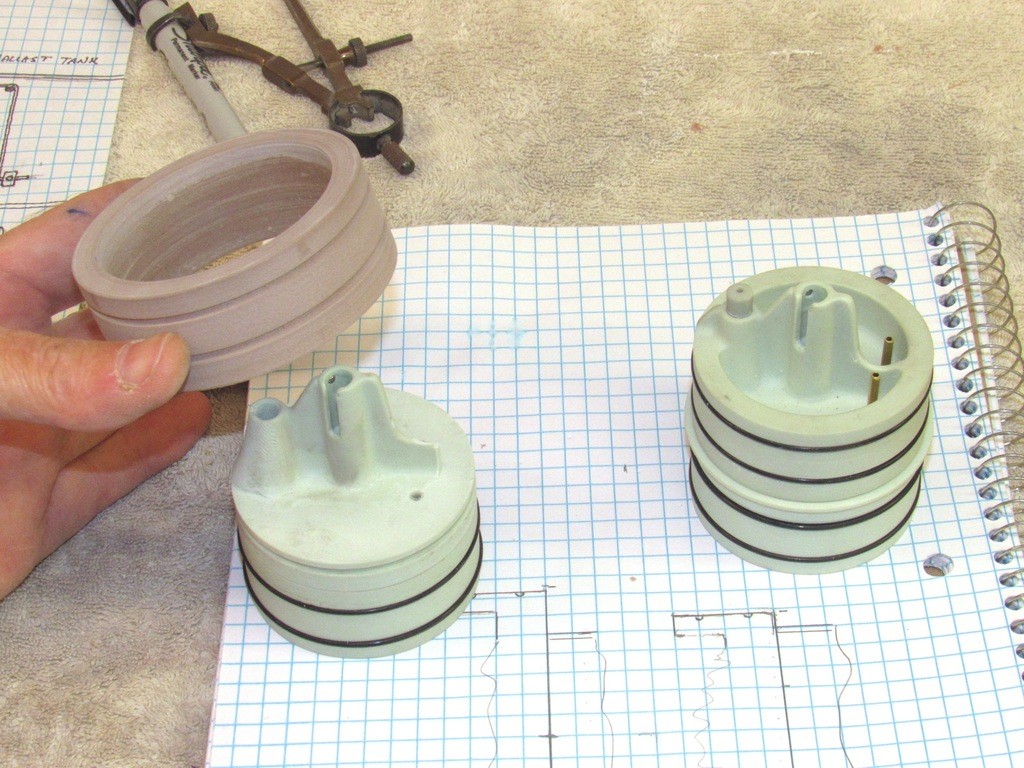
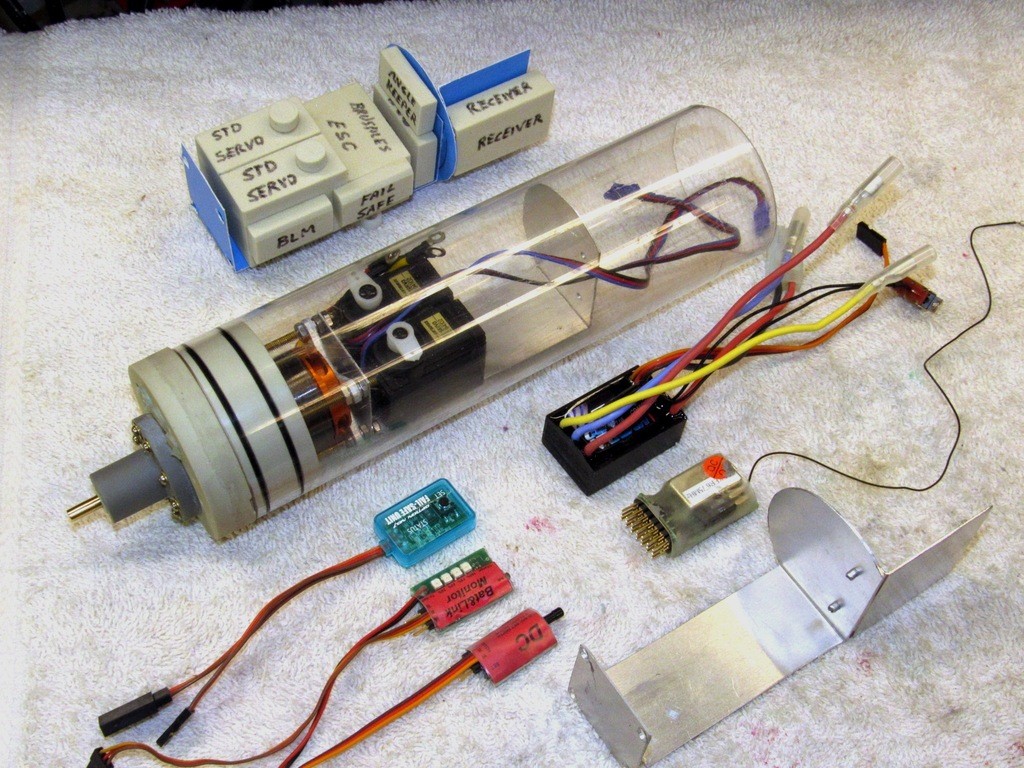
Nice solution the modular style, so, WIP V80??, it should be cured by this time.
Manfred.
Nice solution the modular style, so, WIP V80??, it should be cured by this time.
Manfred.




















 [/URL
[/URL


Comment