
THE SUBDRIVER BECOMES ĹMODULARĺ
Wet-hull type r/c submarines usually employ a removable watertight system to house the devices that need to operate in a dry environment. This Work In Progress (WIP) report chronicles my effort to enhance the utility of my system through modularization.
WTC is an acronym which originally stood for, Water Tight Container; but today is understood to mean, Water Tight Cylinder. I popularized the WTC through development, production, and sales of the system to the general public. The ĹSubDriverĺ name I use today a proprietary device. I claim authorship of the acronym, WTC. Not the concept. For the sake of this discussion WTC, SubDriver, and module describe the same thing.
The Europeanĺs are the real innovators and inventors in this game. The great Nick Burge and others from his side of the world would justifiably challenge any claim on my part suggesting I originated the concept of a removable modular system. I am not. But, I am a dues paying member of the club that, towards the end of the last century, independently devised such systems and foisted them onto the scene.
OK, clarification of authorship and acknowledgements out of the way. What the hell am I talking about here?
My WTC started out as a relatively simple, clear, 3ö diameter Lexan cylinder; outfitted as a system containing the propulsion, control, and ballast sub-systems needed to operate a wet-hull type r/c submarine. The system is removable from the submarine hull. That ability permitting easy adjustment and repair of the sub-systems, or transfer of the system to another r/c model submarine hull, as illustrated below.
Note that this single WTC, one of my first, is used to operate any one of these four submarine subjects. The point being, as long as the subjects share propulsion and variable ballast water needs, and can accommodate the system, then one can operate such a fleet with only a single WTC.

However, a major shortcoming with my design is the use of a single length of Lexan cylinder to form the three specifically sized spaces within. For a given WTC of my design there are only so many r/c submarine subjects that fit its operational perimeters.
Over the decades Iĺve sold a significant number of my WTCĺs, and through them and other product I have done much to popularize the hobby of r/c submarining throughout the world. In that time the system has changed little in overall configuration.

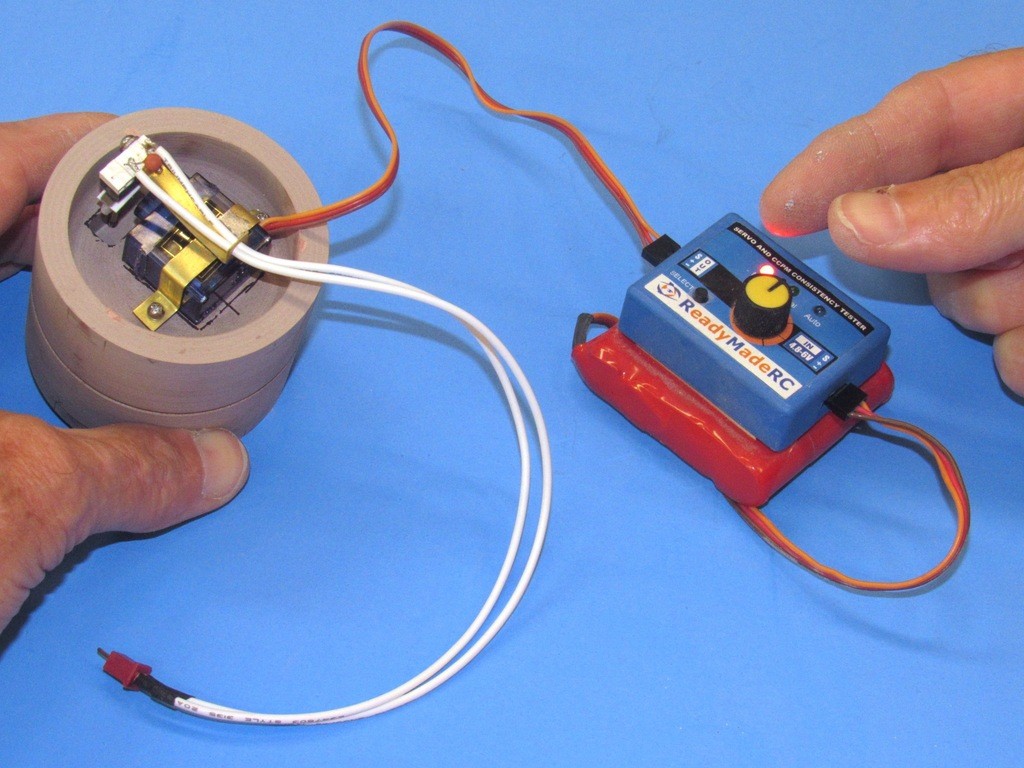
And that takes us to today. The WTC has matured (in name at least) to, ĹSubDriverĺ. Pretty much the same internal arrangement, but with the change from a gas type ballast sub-system to one that employs our SemiASperated (SAS) pump-blown ballast sub-system. But with the single Lexan cylinder, this product remains suited to a very limited range of r/c submarine types and sizes. As this picture illustrates ľ this little SubDriver finds only a few subjects it can be applied too.
Illustrating why Iĺve had to offer a vast variety of WTC/SubDriver systems each suited for a specific range of r/c submarine subjects. Bob Martin, the owner-operator of The Nautilus Drydock, and my Boss has kindly, but insistently, been pushing me to modularize the system to both reduce his inventory and to make the product more Ĺuser friendlyĺ. Here, Iĺm chronicling that effort.

And less anyone suggests that Iĺm blissfully charging in with this narrative to exclaim my new invention, please be assured that I know of and appreciate the work of those who inspire me. The previously mentioned Nick Burge is a sterling example: that guy modularized the WTC, and published his efforts long before modularizing WTCĺs was cool! I stand on his, and the other greats, shoulders here. I am, and always will be, their attentive student.


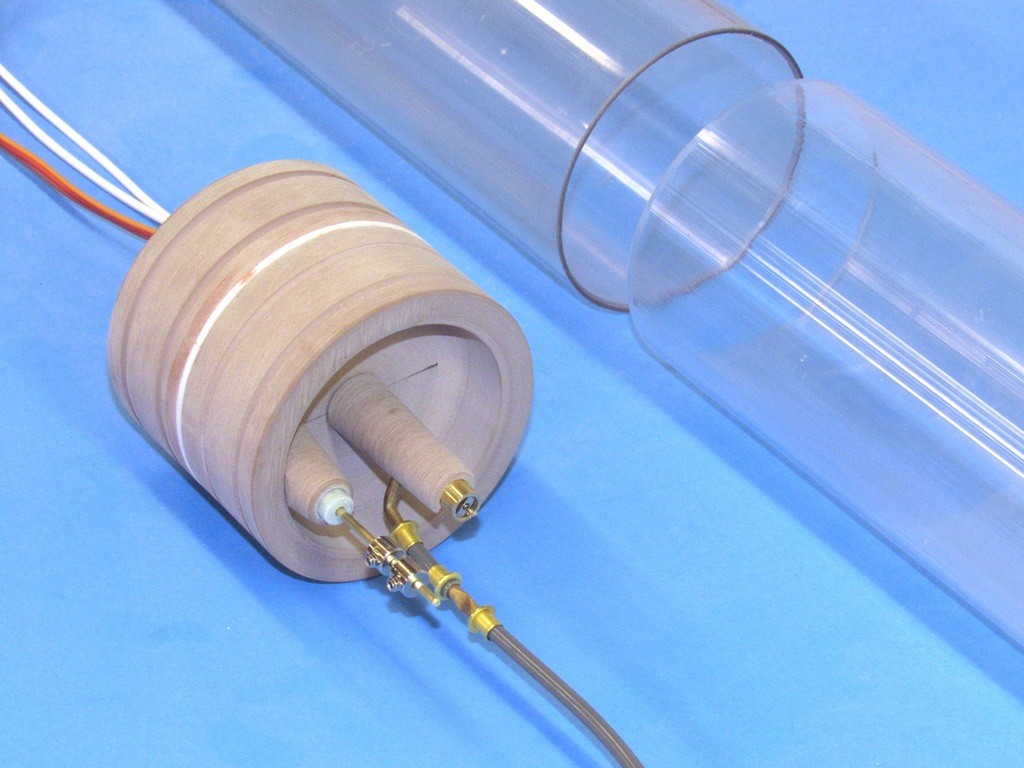
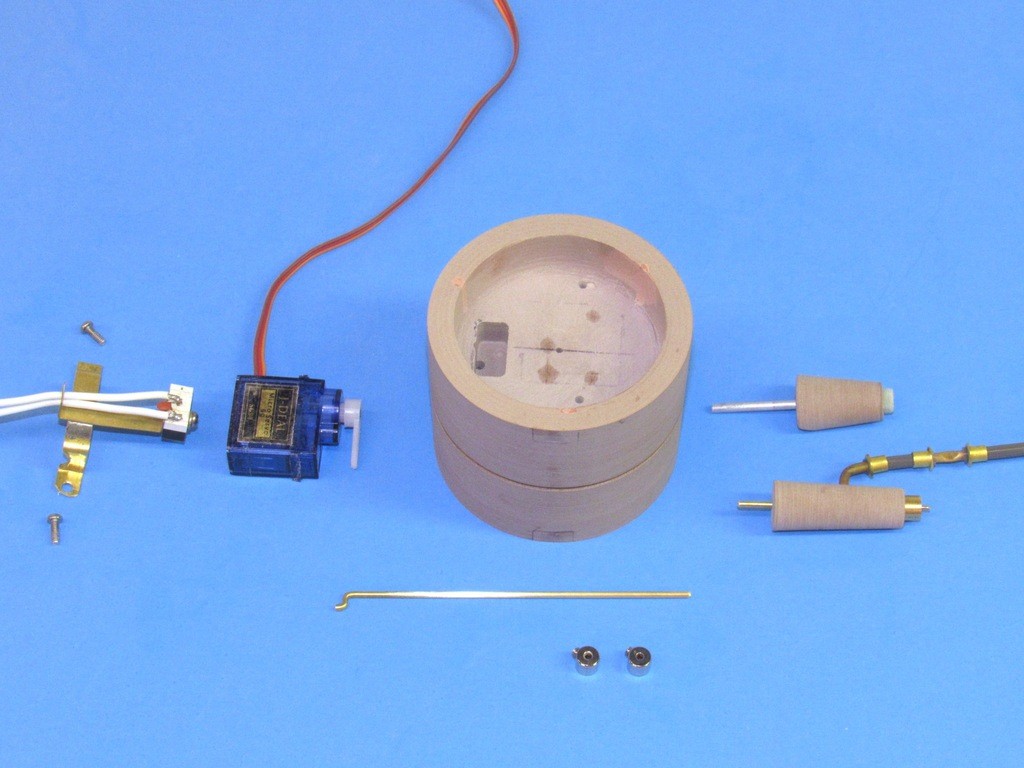
The objective of the exercise is to cut two lengths of Lexan cylinder, of suitable diameter ľ one for the after dry space where the propulsion and control devices are; and one, mounted forward of that, to form the ballast tank. These two modules joined by a Ĺunionĺ piece. And by producing different type union pieces we achieve the ability to sleeve different diameter modules into the SD system ľ the union become the interface point between cylinder sections. This union piece is the key to my method of modularization. The original masters, tooling, and cast parts of the motor-bulkheads, forward closure bulkheads, and other mass-produced parts remain unchanged.
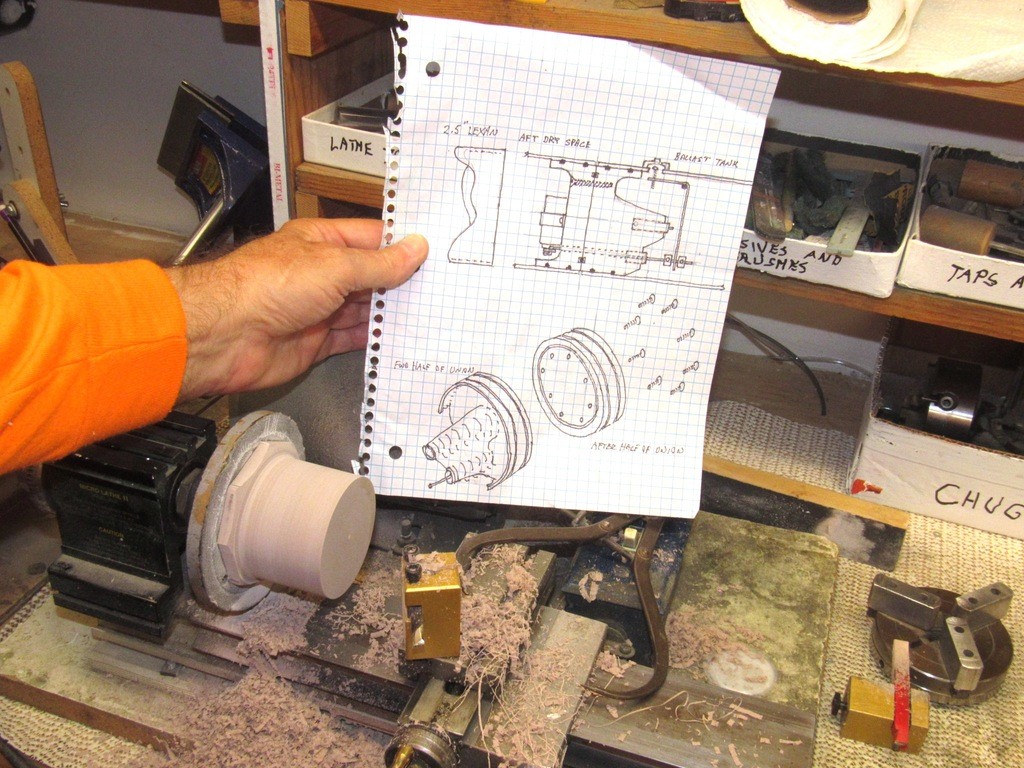
Work on the union master started with some skull-work and development of a shop-sketch. In this case a union that will permit the joining of two 2.5ö diameter lengths of Lexan cylinder. That drawing rendered as proper orthographic and isometric representations of the subject. Enough dope to layout the master and pound it into shape.

Note that the union itself will comprise a separable forward and after half ľ the idea being that I retain the after, dry-space half of the union and gain the opportunity to produce a larger diameter forward (ballast tank) union half ľ giving me the ability to mate any larger diameter ballast tank module to the existing 2.5ö diameter after dry space module.
Bob and I agree that the battery space itself will be a separate length of suitably sized Lexan cylinder, physically removed from the SD proper ľ its power cable running to the wet side of the SDĺs motor bulkhead. That battery module also removable from the model submarines hull.
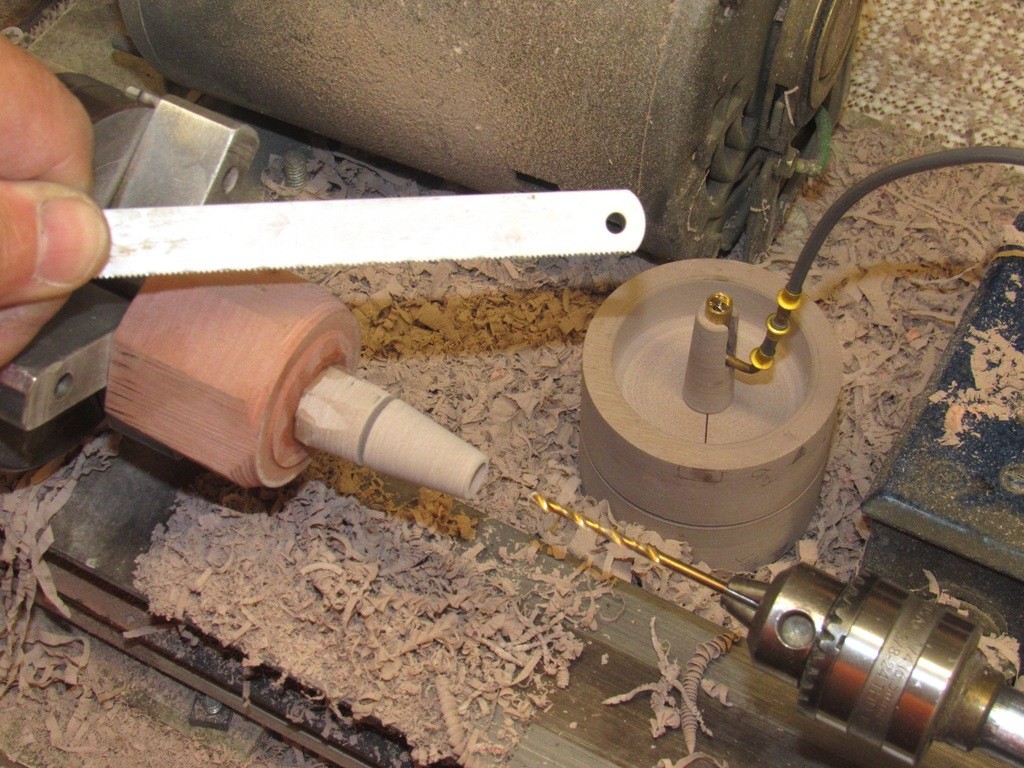
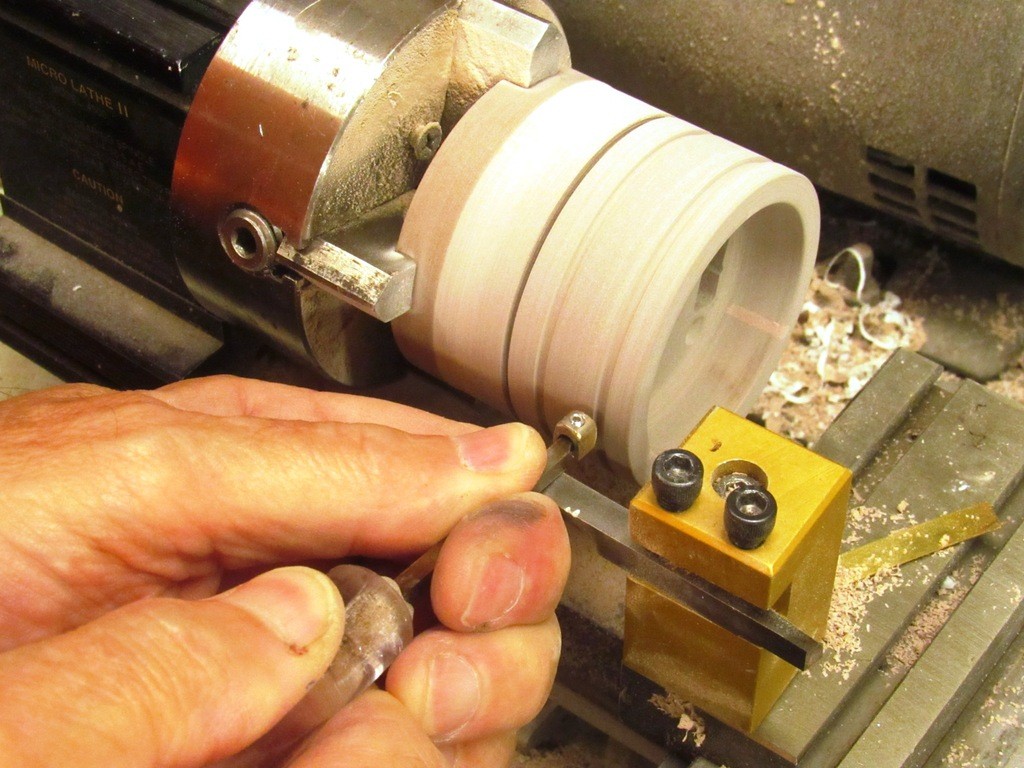
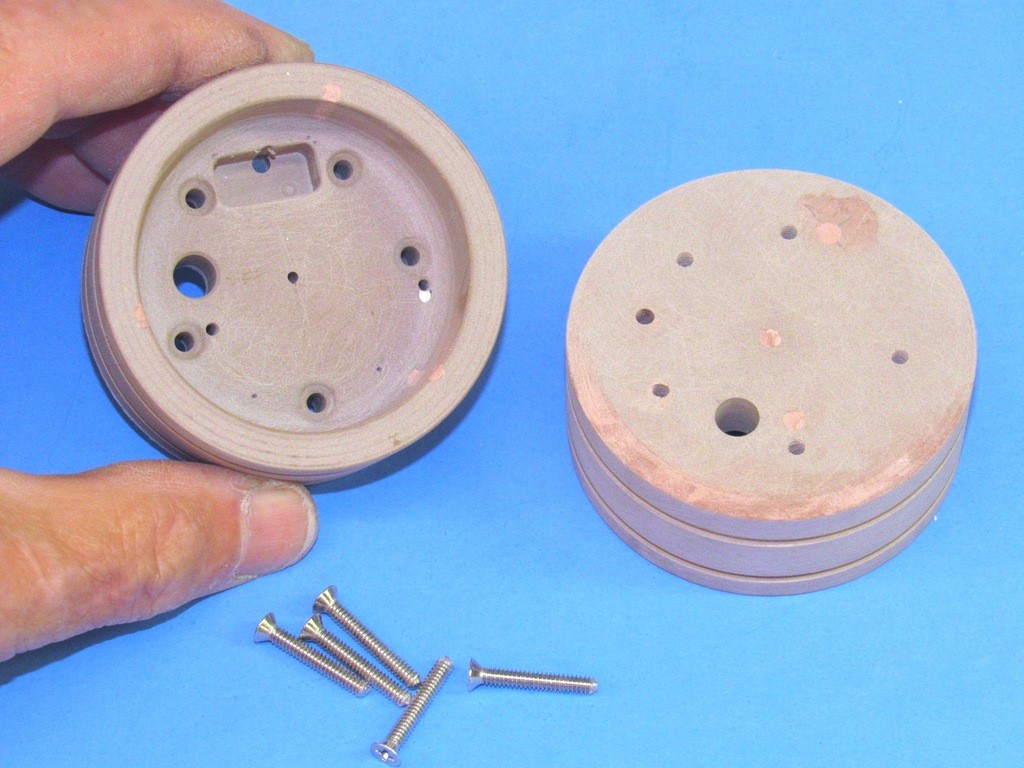
Work on the 2.5ö diameter Lexan cylinder union began by turning a blank of 40 lbs. RenShape to the inside diameter of the cylinder -- oversized a bit to account for tool and casting shrinkage; as well as the sloppy dimensional tolerance evidenced by all sources of extruded Lexan cylinders.
I started the radial split between forward and after halves of the union right off the bat with a shallow cut with a hack saw blade. Just enough to denote the eventual separation point between the union halves.

Note that the blank has been transferred from the face-plate to a proper four-jaw chuck ľ this so I can turn the work around so I can work both faces while the halves are still attached to one another.

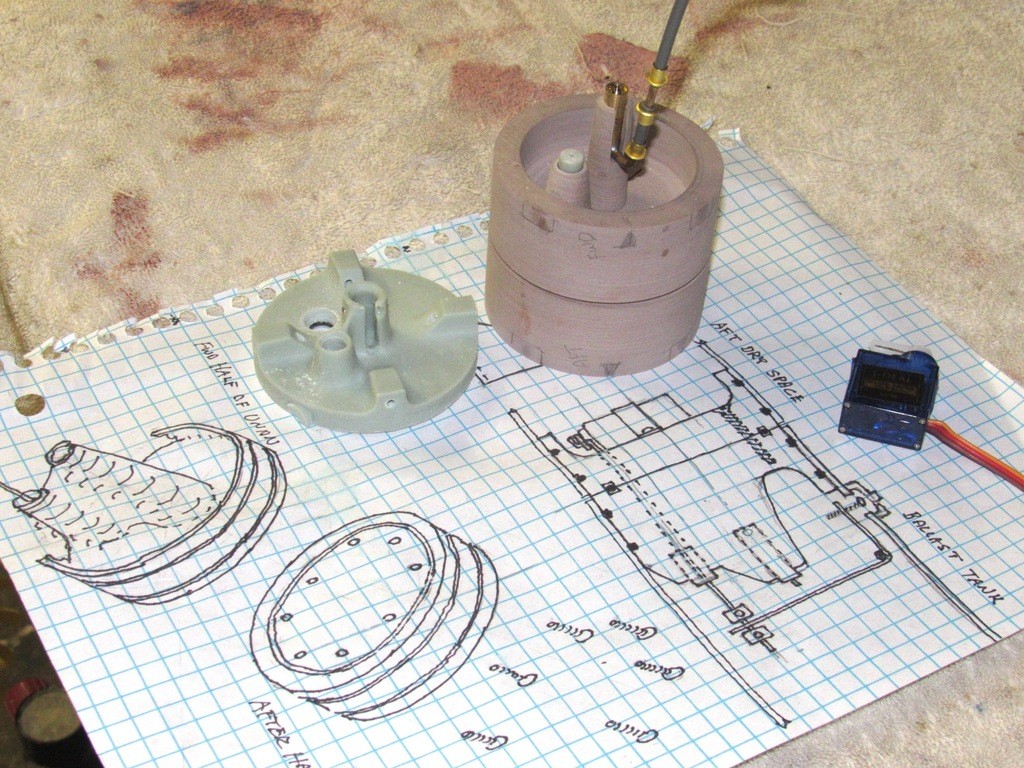
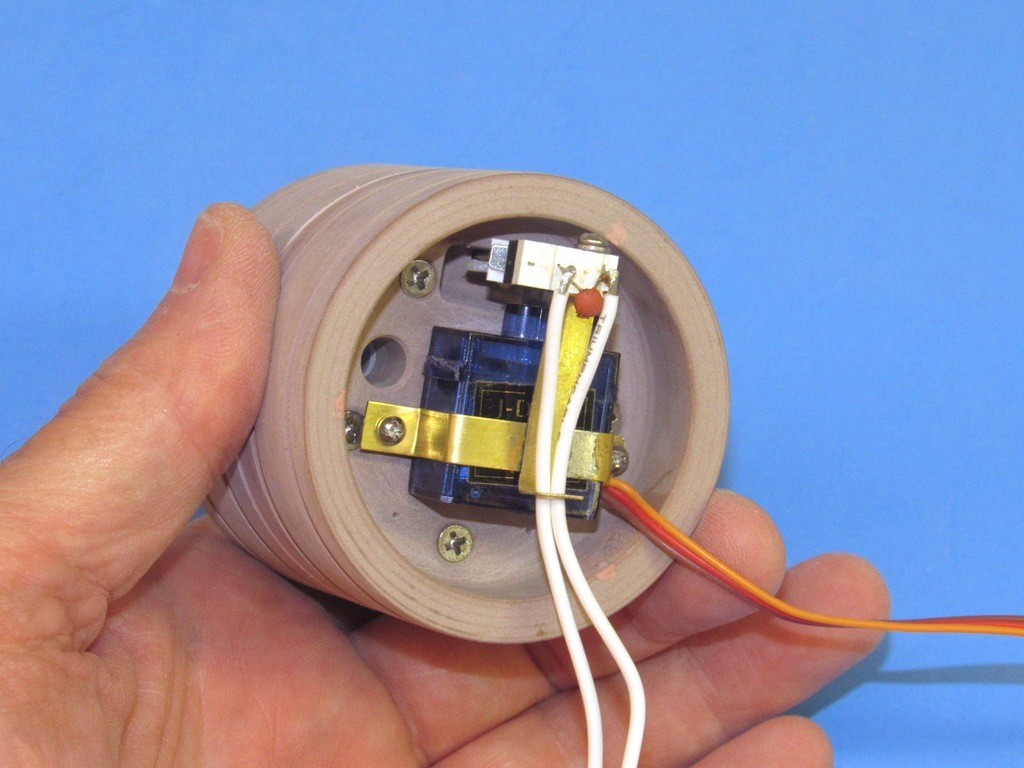
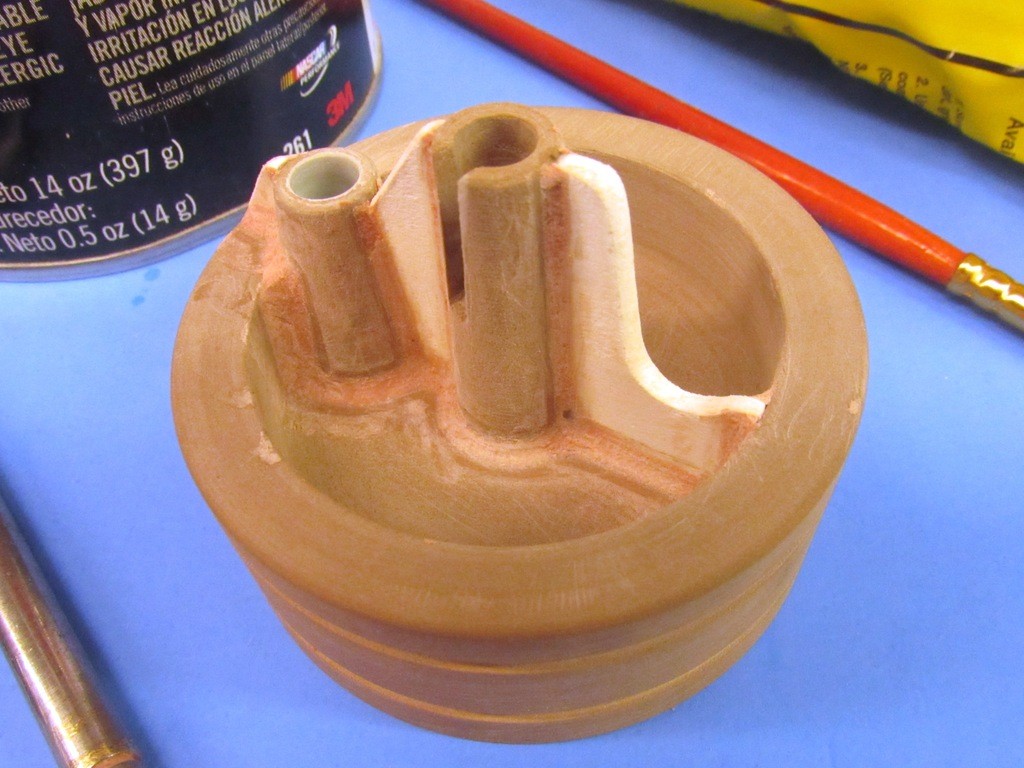
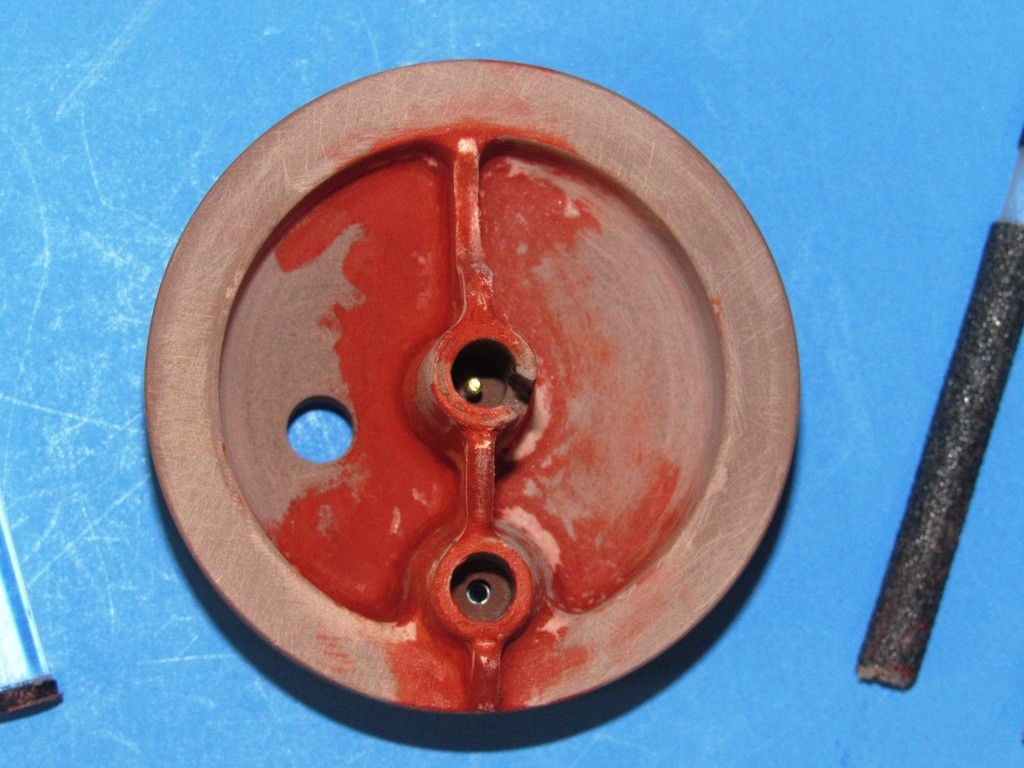
The ballast tank half of the union being outfitted with the foundations for the ballast servo pushrod seal and emergency ballast blow valve (an optional blow method recommended for open water operations). These foundations temporarily pinned to the union piece so I could affirm non-interference operation of the ballast servo linkage and actuation of the blow valve. If the master canĺt be made to operate as designed, then neither will the eventual castings work as intended. Crap in, crap out.





















Comment