
Ok FINALY some progress:
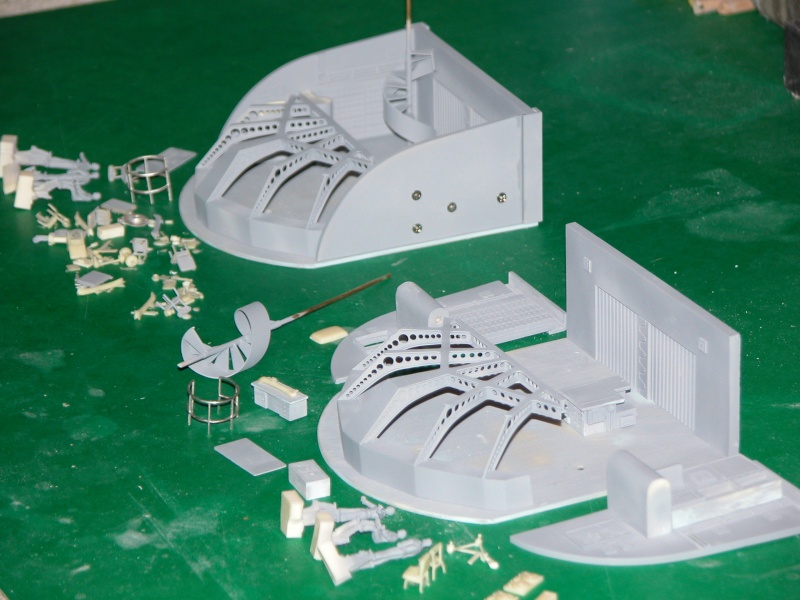
Readdressed the rudders and planes,
When I made the transition with the hull to much material was removed a slight reses was the result. Two coats of primer (red colour) iwo the curve solved the problem.

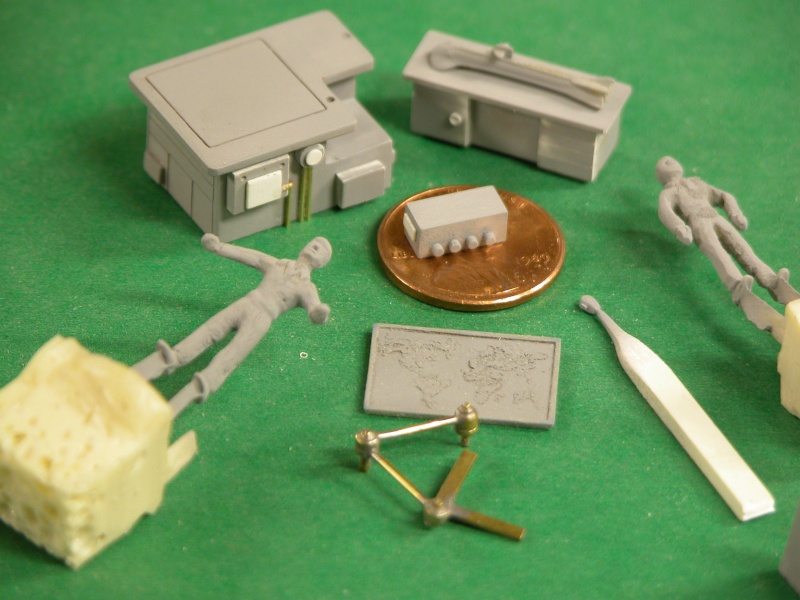
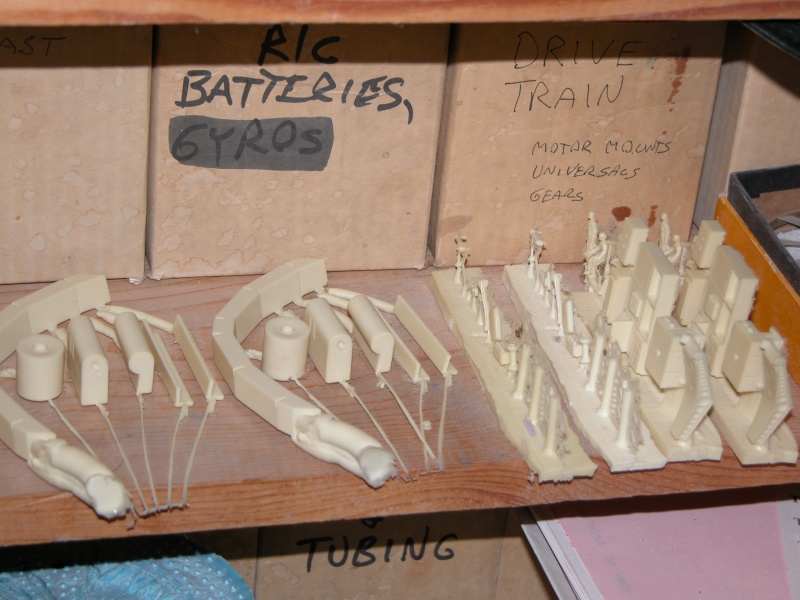
all parts in the Paint box

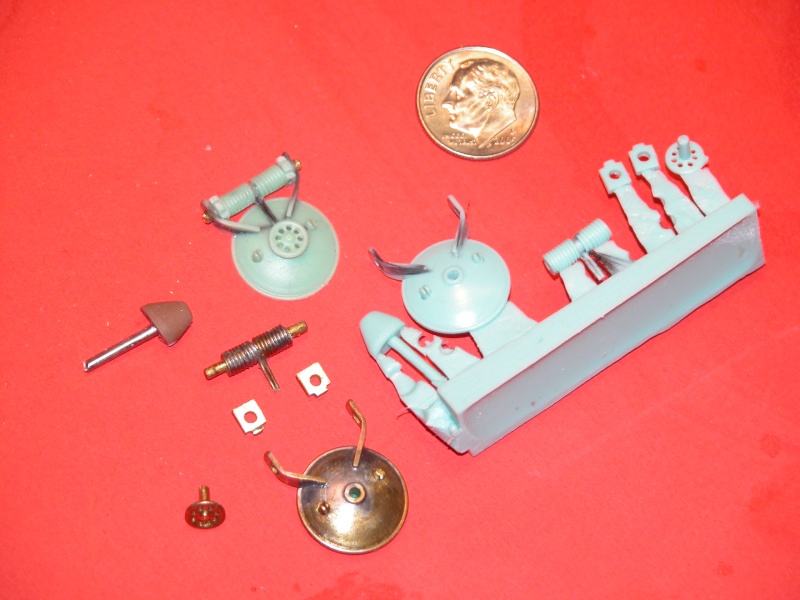
Horizontal SOKS 6 needed 2 spare; body 2.5mm brass rod support 1mm styrene::



Vertical SOKS: 3 small SOKS, 2 big protectors; 2x1.5mm styrene sheet:



Inlet Scoops (round instead of the fin type), 2x4mm styrene sheet inlet still to be opened up:


Grtz,
Bart
Readdressed the rudders and planes,
When I made the transition with the hull to much material was removed a slight reses was the result. Two coats of primer (red colour) iwo the curve solved the problem.
all parts in the Paint box
Horizontal SOKS 6 needed 2 spare; body 2.5mm brass rod support 1mm styrene::
Vertical SOKS: 3 small SOKS, 2 big protectors; 2x1.5mm styrene sheet:
Inlet Scoops (round instead of the fin type), 2x4mm styrene sheet inlet still to be opened up:
Grtz,
Bart








Comment