
Good presentation, David. I can guide you. Get rid of the POS holding fixture you are currently doing battle with.
Buy a face-plate (hell, buy three!) to fit the threaded head-stock of your lathe. Modify the face-plate with threaded holes to accept the studs that will secure your blank resin castings to the face-plate/holding-fixture.
Or, if you can't find a commercially available face-plate to screw onto the head-stock do this: Weld a one-inch diameter piece of steel round stock to a four-inch diameter disc of one-quarter-inch thick plate (farm this work out if you have to) and secure its spindle to the jaws of your existing chuck.
Onto the face of the holding-fixture glue a piece of #100 sandpaper. This will afford the traction that will keep the work from sliding off dead-center as you do the turning.
You are correct: you center the work on the holding fixture through the sloppy fit of the securing stud(s) -- the stud smaller in diameter than the hole in the casting, this is what gives you the slop that lets you slide the work over the face of the holding fixture.
In practice you only tighten the retaining nut (could be a wing-nut) enough to keep the work on the holding fixture. You first rotate, by hand, the fixture and scoot the work to a rough center. You then wheel your cross-slide into the edge of the work so the cutting tool is about an eight-of-an-inch away from the edge of the work. Again, by hand, rotate the work and observe the clearance between the tool (we're using this cave-man approach so we don't have to **** around with the dial-indicator) and the edge of the work. As you identify the 'high' side of the work, you slide the work to even out the displacement between its edge and the tool.
Once you've centered the work on the holding fixture you tighten the nut(s), set the lathes speed to low and grind away with reckless abandon!
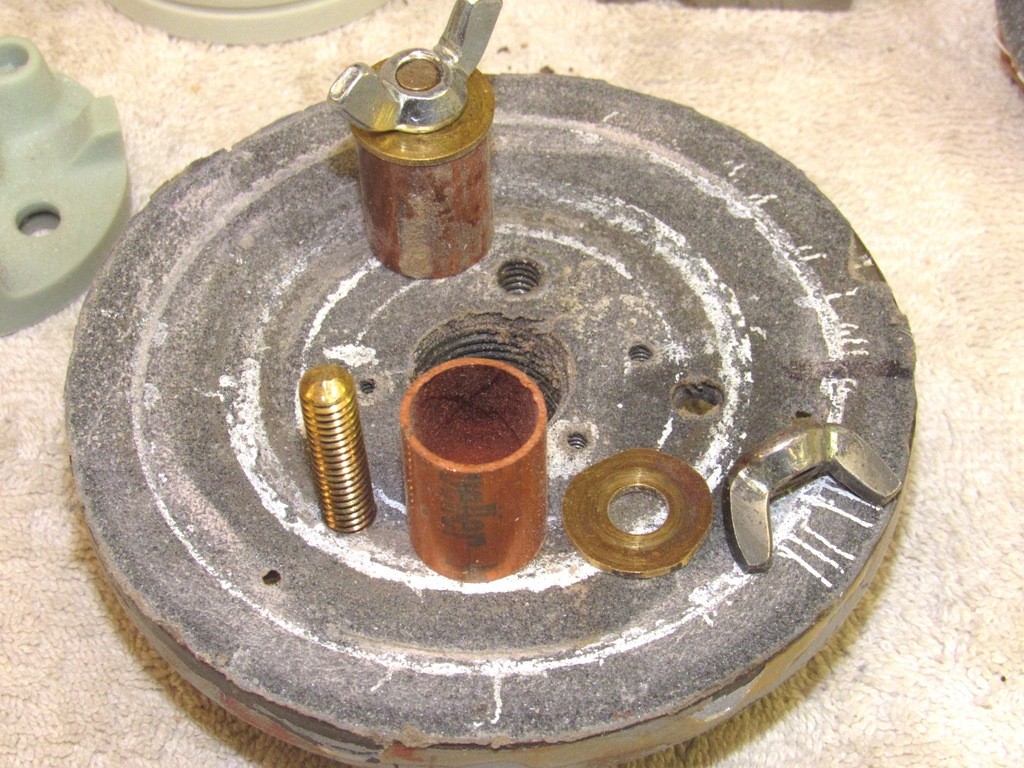
Just a few of the specialized holding-fixtures I use to machine cast resin bulkheads. The two big ones in background employ a proper face-plate. The big holding fixture to the right features taped holes through the steel plate itself. Note that all holding-fixtures feature a piece of #100 sandpaper glued to its face – this to insure a no-slip surface between holding-fixture and the resin bulkhead being worked.
[IMG]file:///C:/Users/David/AppData/Local/Temp/msohtmlclip1/01/clip_image002.jpg[/IMG]

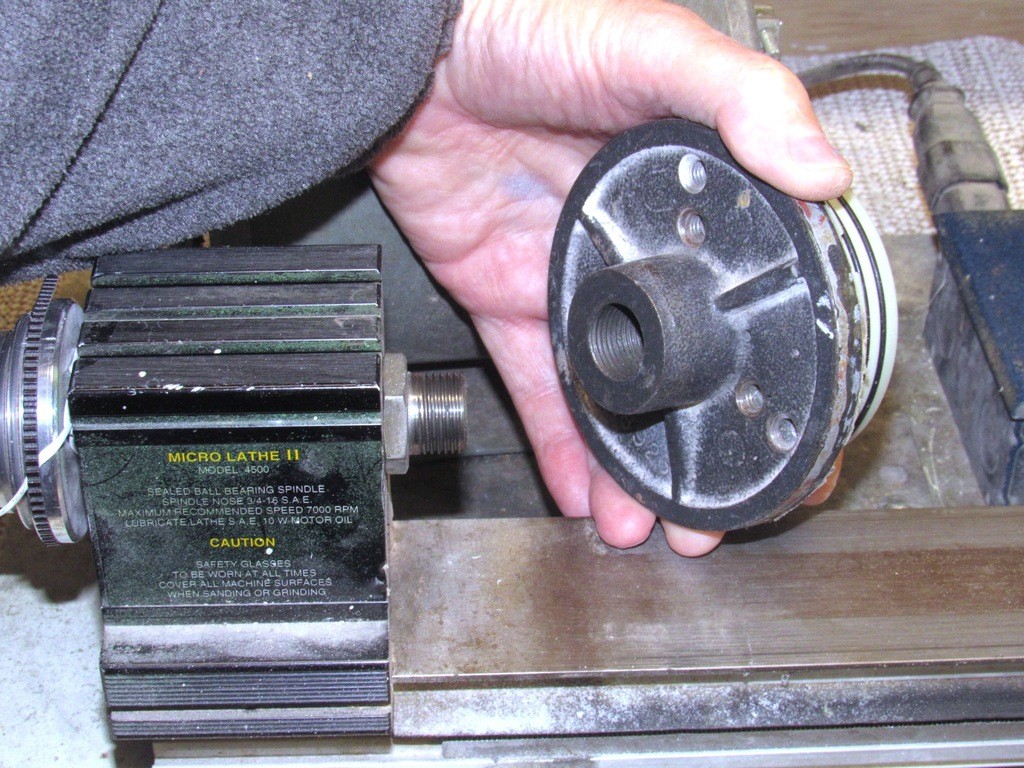
This holding-fixture, the one in hand, features a thick hunk of RenShape screwed to it, giving me enough meat in drill and tap holes at various radius points to accept securing studs. Most of the cast resin bulkheads (internal and end-caps) have holes in them for either a conduit or to later accept watertight seals. I take advantage of these holes as I secure the work to a specialized lathe holding-fixture.
[IMG]file:///C:/Users/David/AppData/Local/Temp/msohtmlclip1/01/clip_image004.jpg[/IMG]

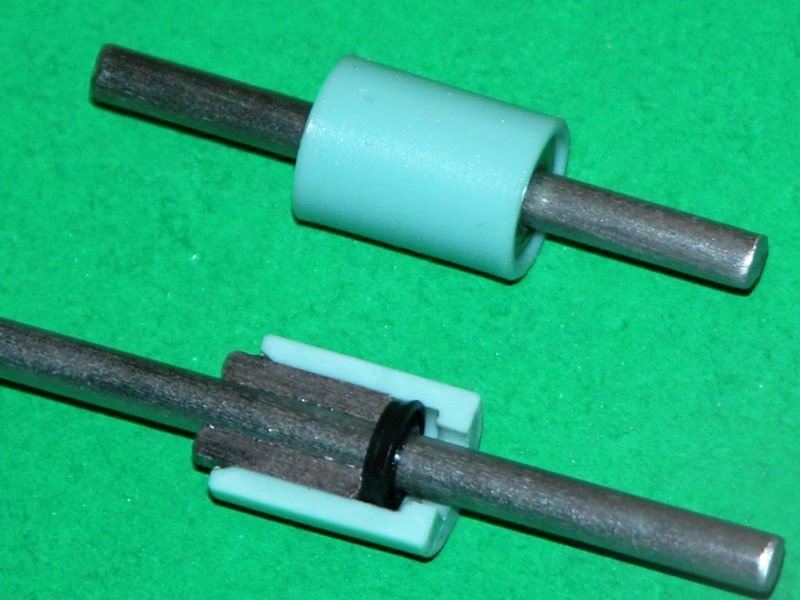
In some cases I need to get the nut above the work. So, I use a long stud and stand-off to get unobstructed access to the nut (or wing-nut) well above the bulkhead.
[IMG]file:///C:/Users/David/AppData/Local/Temp/msohtmlclip1/01/clip_image006.jpg[/IMG]
To give me even more slop -- in which to slide the work around when on the holding-fixture -- I will sometimes shave those areas of the holding stud where it passes through the hole of the work.
[IMG]file:///C:/Users/David/AppData/Local/Temp/msohtmlclip1/01/clip_image008.jpg[/IMG]

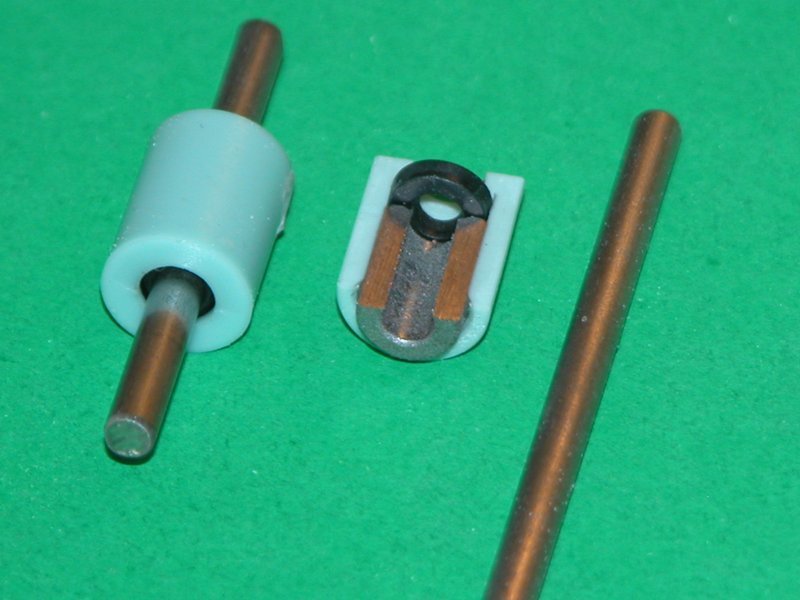
In some applications a strong-back is used to more evenly distribute the compressive force of the nut along the face of the work.
[IMG]file:///C:/Users/David/AppData/Local/Temp/msohtmlclip1/01/clip_image010.jpg[/IMG]

The face-plate/holding-fixture screws right to the spindle of the head-stock. The smaller holding fixtures are secured in the jaws of a three or four-jaw chuck.
[IMG]file:///C:/Users/David/AppData/Local/Temp/msohtmlclip1/01/clip_image012.jpg[/IMG]
Buy a face-plate (hell, buy three!) to fit the threaded head-stock of your lathe. Modify the face-plate with threaded holes to accept the studs that will secure your blank resin castings to the face-plate/holding-fixture.
Or, if you can't find a commercially available face-plate to screw onto the head-stock do this: Weld a one-inch diameter piece of steel round stock to a four-inch diameter disc of one-quarter-inch thick plate (farm this work out if you have to) and secure its spindle to the jaws of your existing chuck.
Onto the face of the holding-fixture glue a piece of #100 sandpaper. This will afford the traction that will keep the work from sliding off dead-center as you do the turning.
You are correct: you center the work on the holding fixture through the sloppy fit of the securing stud(s) -- the stud smaller in diameter than the hole in the casting, this is what gives you the slop that lets you slide the work over the face of the holding fixture.
In practice you only tighten the retaining nut (could be a wing-nut) enough to keep the work on the holding fixture. You first rotate, by hand, the fixture and scoot the work to a rough center. You then wheel your cross-slide into the edge of the work so the cutting tool is about an eight-of-an-inch away from the edge of the work. Again, by hand, rotate the work and observe the clearance between the tool (we're using this cave-man approach so we don't have to **** around with the dial-indicator) and the edge of the work. As you identify the 'high' side of the work, you slide the work to even out the displacement between its edge and the tool.
Once you've centered the work on the holding fixture you tighten the nut(s), set the lathes speed to low and grind away with reckless abandon!
Just a few of the specialized holding-fixtures I use to machine cast resin bulkheads. The two big ones in background employ a proper face-plate. The big holding fixture to the right features taped holes through the steel plate itself. Note that all holding-fixtures feature a piece of #100 sandpaper glued to its face – this to insure a no-slip surface between holding-fixture and the resin bulkhead being worked.
[IMG]file:///C:/Users/David/AppData/Local/Temp/msohtmlclip1/01/clip_image002.jpg[/IMG]
This holding-fixture, the one in hand, features a thick hunk of RenShape screwed to it, giving me enough meat in drill and tap holes at various radius points to accept securing studs. Most of the cast resin bulkheads (internal and end-caps) have holes in them for either a conduit or to later accept watertight seals. I take advantage of these holes as I secure the work to a specialized lathe holding-fixture.
[IMG]file:///C:/Users/David/AppData/Local/Temp/msohtmlclip1/01/clip_image004.jpg[/IMG]
In some cases I need to get the nut above the work. So, I use a long stud and stand-off to get unobstructed access to the nut (or wing-nut) well above the bulkhead.
[IMG]file:///C:/Users/David/AppData/Local/Temp/msohtmlclip1/01/clip_image006.jpg[/IMG]
To give me even more slop -- in which to slide the work around when on the holding-fixture -- I will sometimes shave those areas of the holding stud where it passes through the hole of the work.
[IMG]file:///C:/Users/David/AppData/Local/Temp/msohtmlclip1/01/clip_image008.jpg[/IMG]
In some applications a strong-back is used to more evenly distribute the compressive force of the nut along the face of the work.
[IMG]file:///C:/Users/David/AppData/Local/Temp/msohtmlclip1/01/clip_image010.jpg[/IMG]
The face-plate/holding-fixture screws right to the spindle of the head-stock. The smaller holding fixtures are secured in the jaws of a three or four-jaw chuck.
[IMG]file:///C:/Users/David/AppData/Local/Temp/msohtmlclip1/01/clip_image012.jpg[/IMG]






Comment