
Just quick looks at the hatch work this installment. Stand by for (drum roll, please) … machine lathe work 101.
Specifically, how to index equally spaced spots around a cylinder. All that work in support of building the parts for a six-lobe DF antenna master.
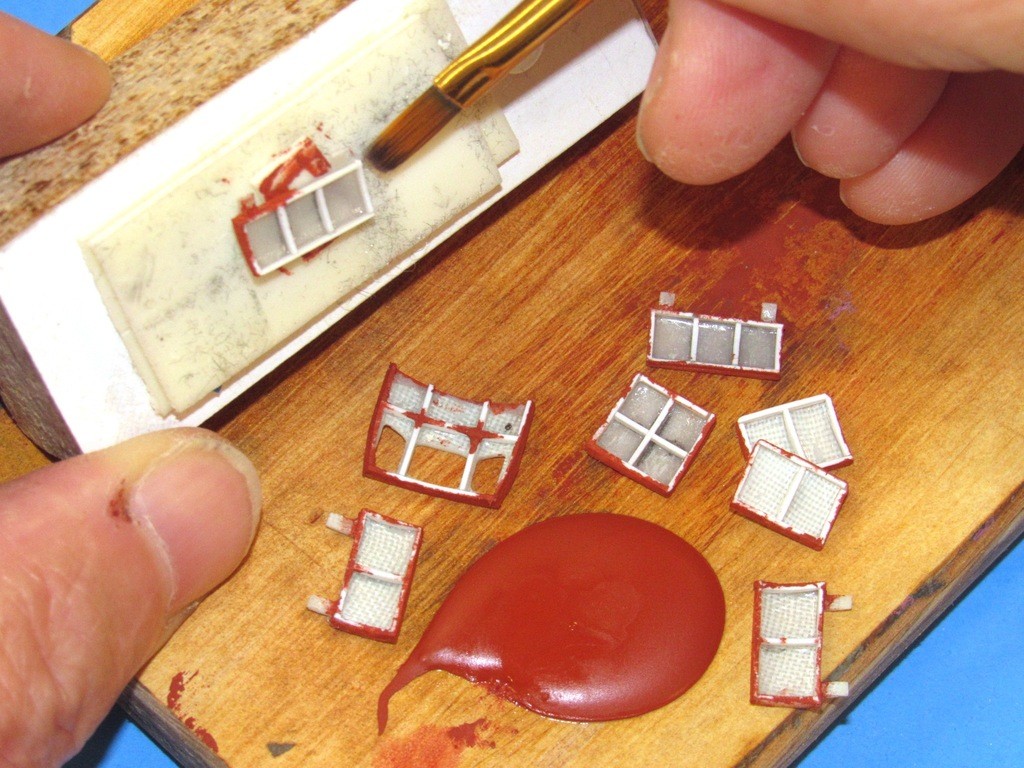
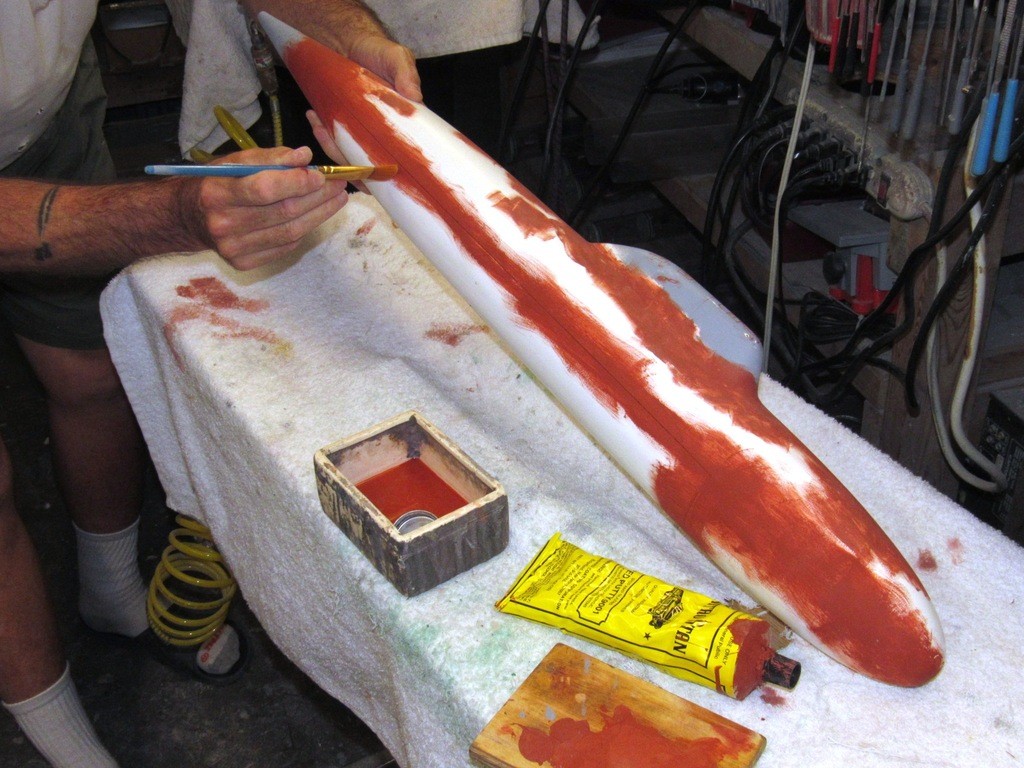
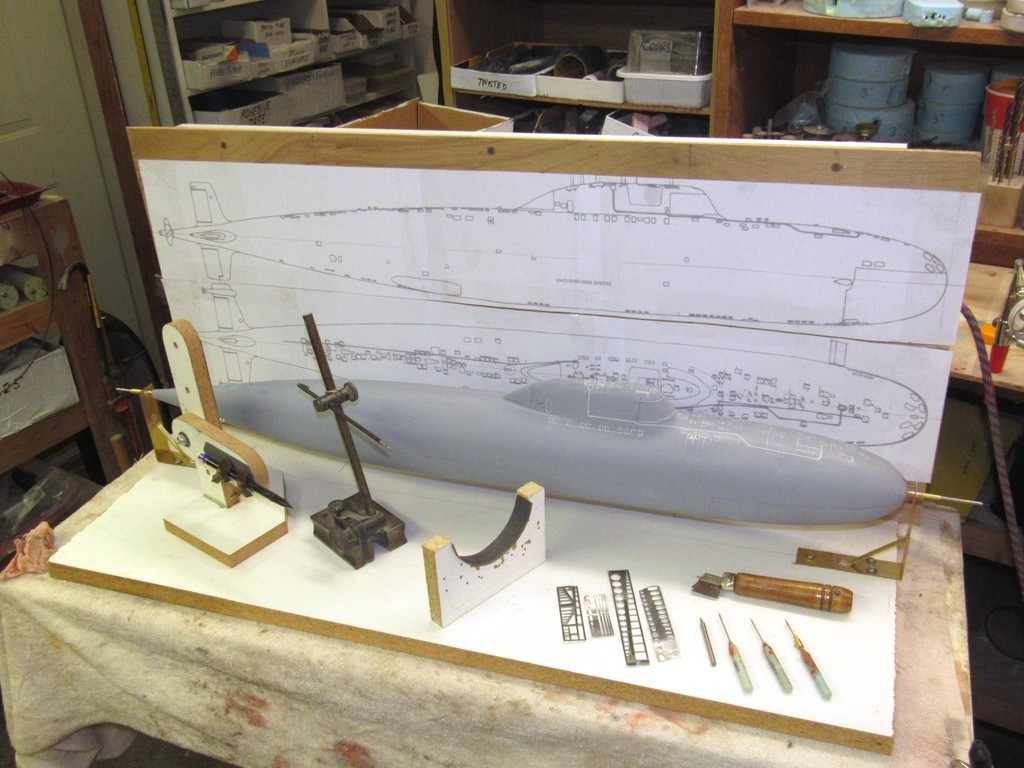
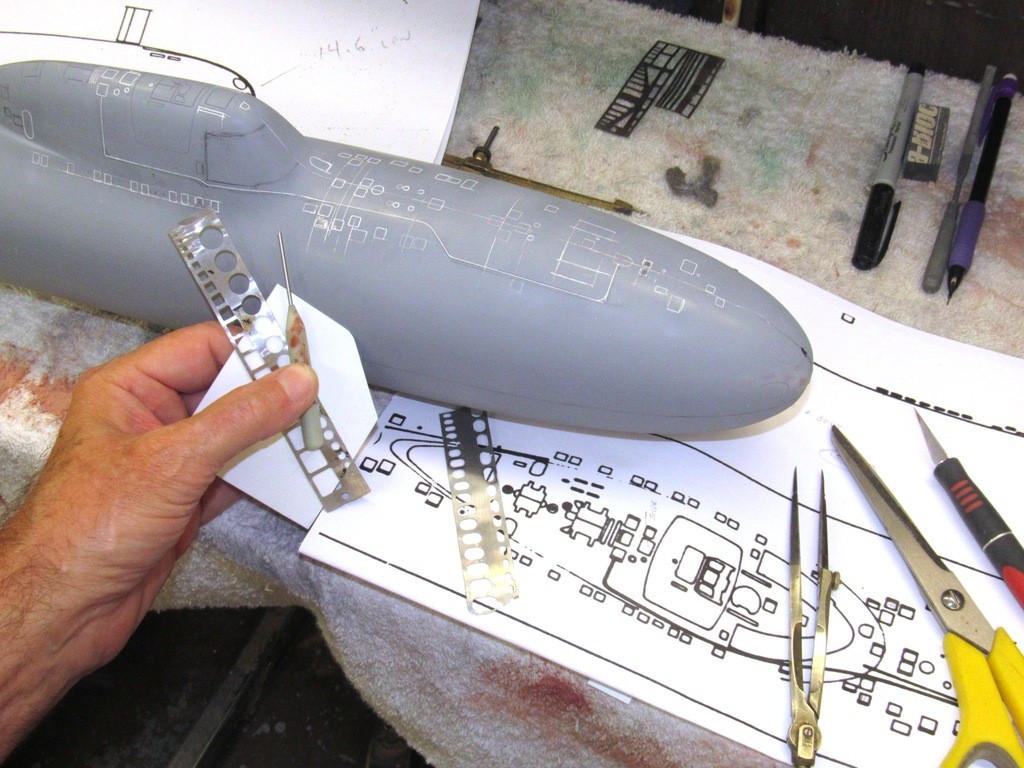
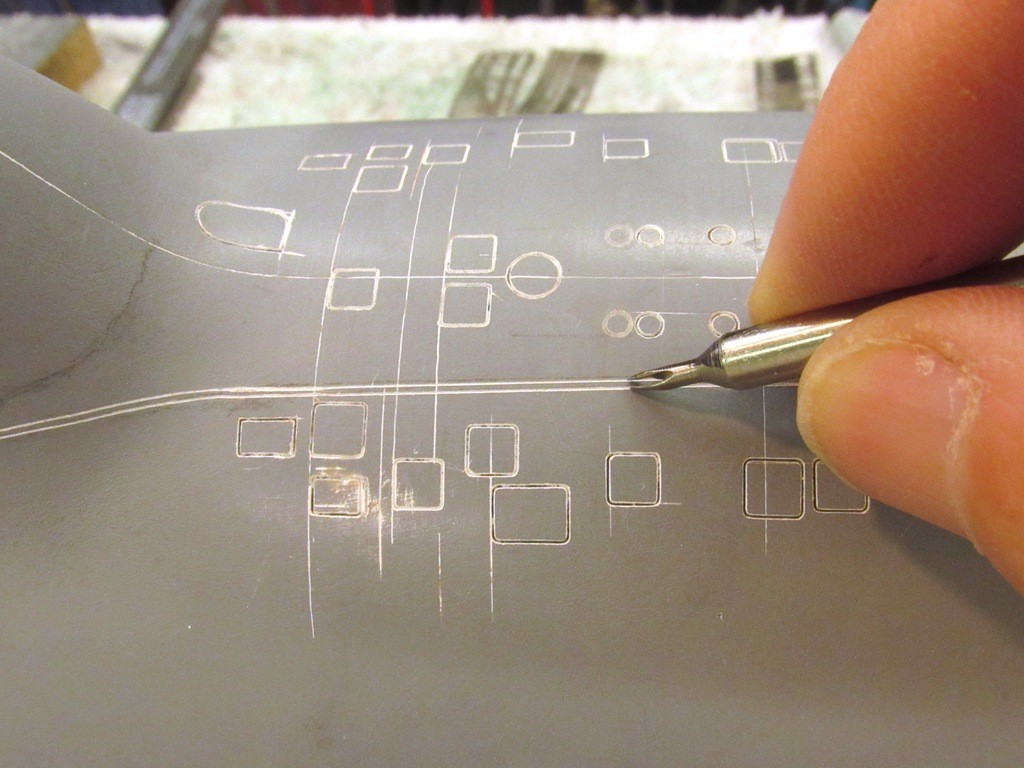
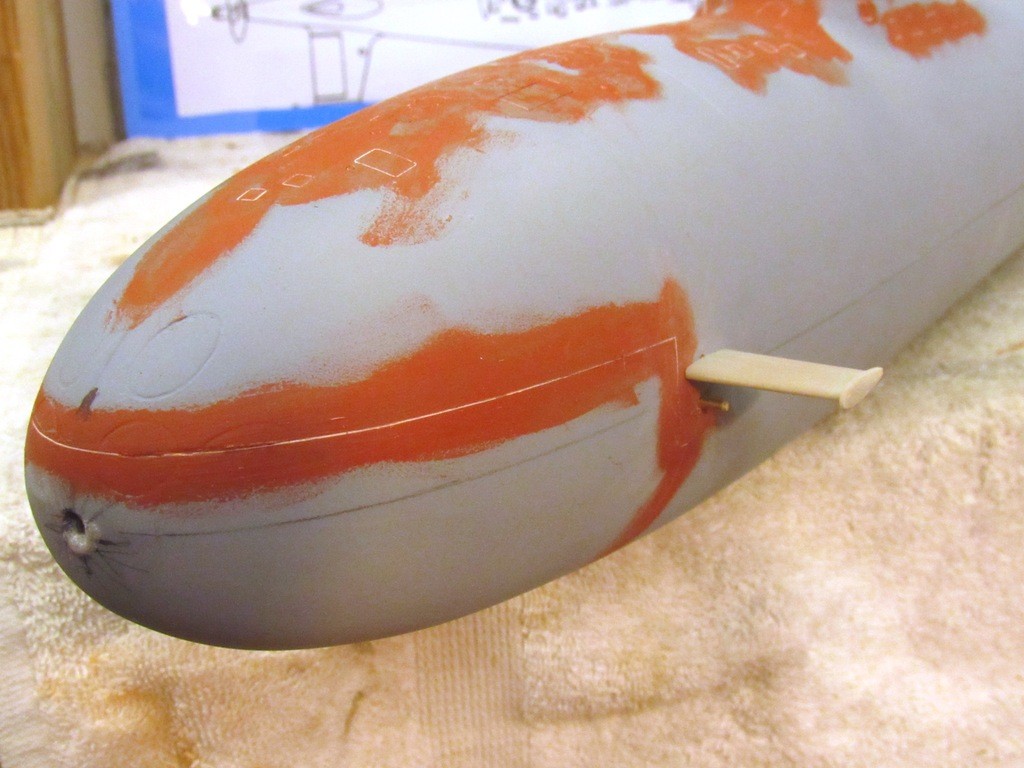
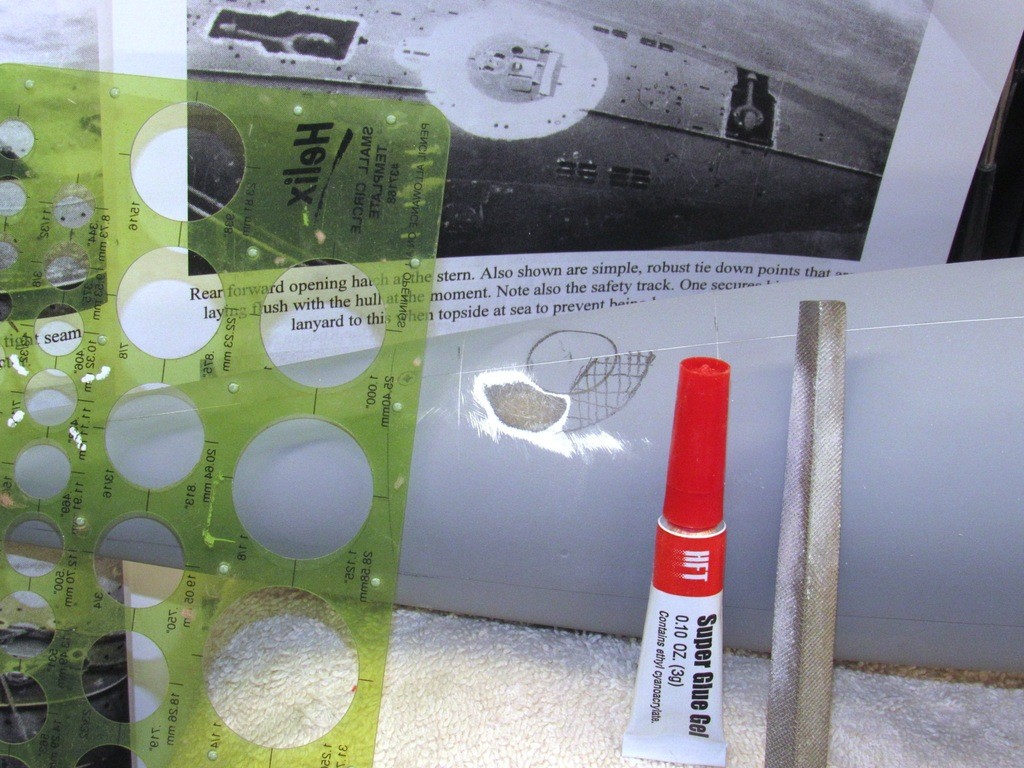
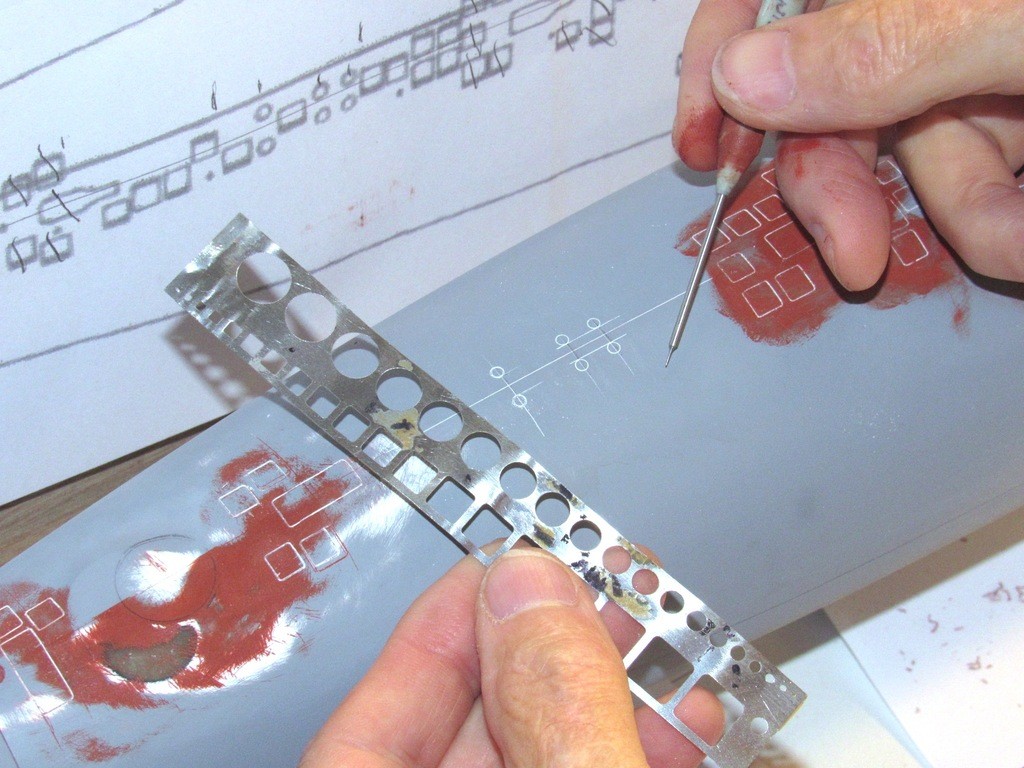
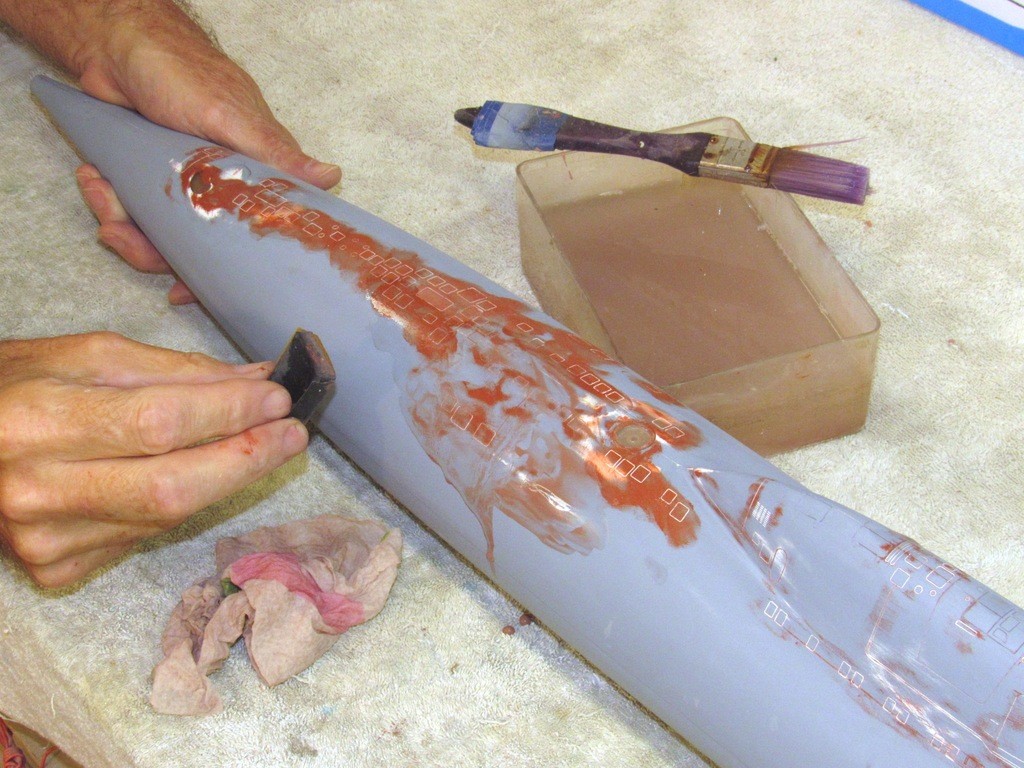
Here’s I’ve finished inserting all the polystyrene sheet stringers, frames, and ribs within the underside of the various ‘opened’ hatches and windshield masters. I’m applying Nitro-Stan putty with a brush to fill any gaps between framing and hatch edge. To hold the work as I brushed on the putty I used double-stick ‘servo tape’.
At this point I was thoroughly sick of all things hatch master and gladly shifted my efforts to the antenna masters.
(Great! Now that one’s in the bag I’m thoroughly sick of antenna master! …)
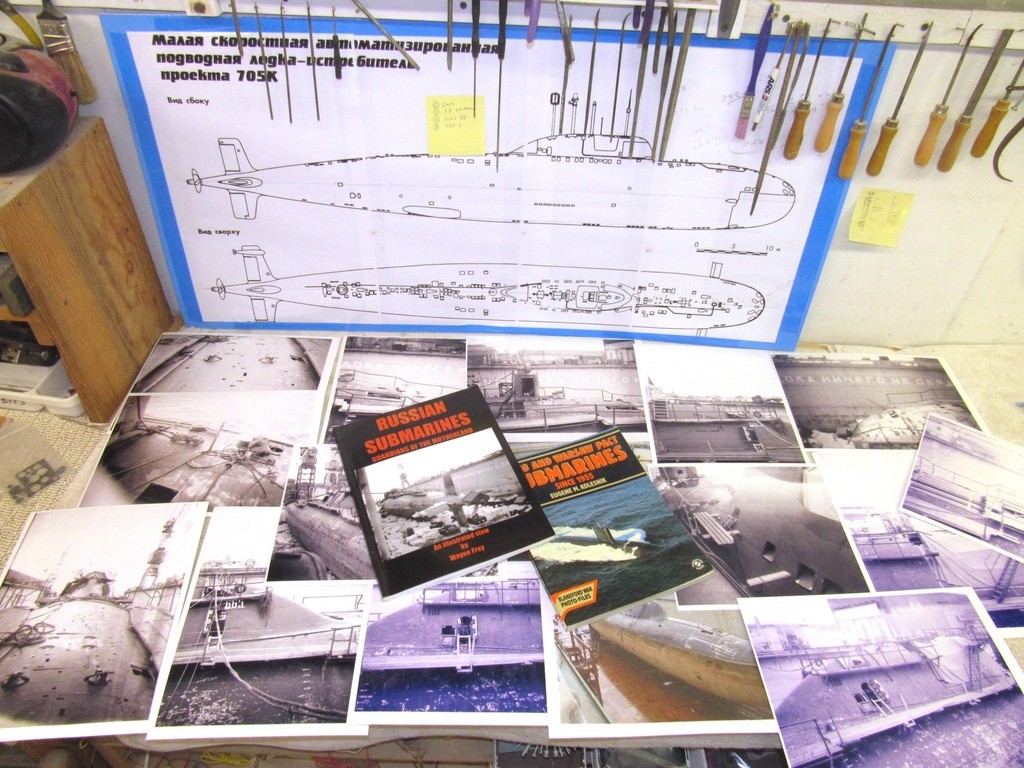
Time had come to make the masters for the combined snorkel-antenna mast, periscope head, combined radar-ECM (NATO code name, brick pulp) antennas, HF antenna, and DF loop antenna (NATO code name, park lamp).
Ever the masochist I started with the most difficult item: the direction-finding loop antenna, park lamp. The Soviets have employed variants of the DF antenna over the years. Park lamps featuring four, six, and as many as eight lobes observed on various classes of diesel and nuclear powered submarines.
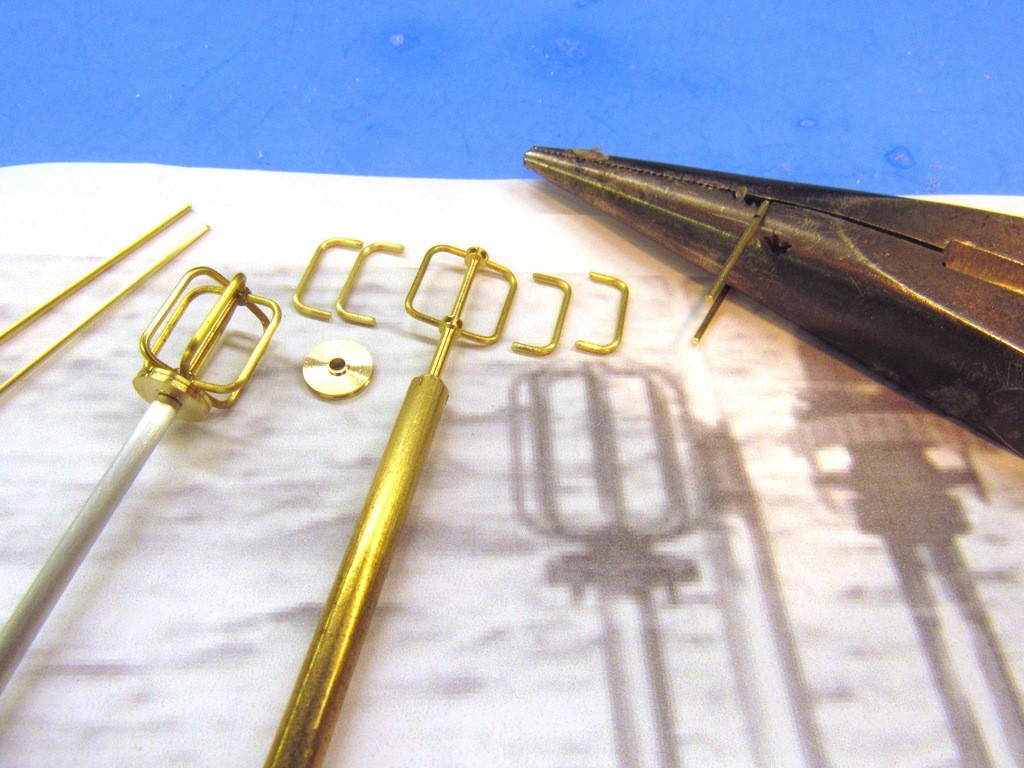
Each [-shaped lobe anchors at two hubs at the center of the antenna. The ALFA makes use of the six-lobe type DF antenna. So, I did the lay-out, worked out a methodology, selected appropriate materials, and got to work.
The results you see here, a mocked up park lamp DF antenna. In practice only two lobes will be attached to the hubs and the other lobes, as well as the disc, will be separate items – concessions to the metal casting process employed to make production parts.
Material selection is everything with this kind of work. Successful model-building is a sound understanding of the physical properties of the materials you work, and the best practices and tools for working the material in hand.
Machine brass (an alloy of copper, zinc, and lead) was selected for the turned parts. The much harder Cartridge brass (a straight copper- zinc alloy, with a bit less zinc) that can be cold formed to a substantial degree without breaking would be the brass alloy of choice for the lobes. I found .032” rod was ideal for that task.

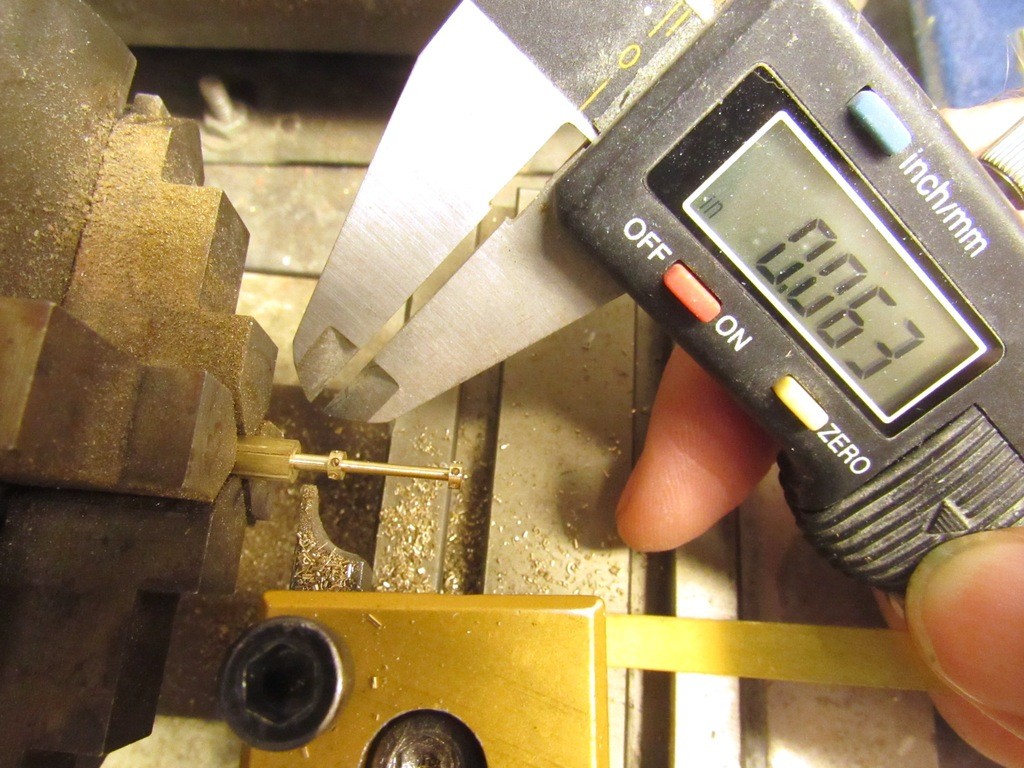
Here I’m marking the six, equally spaced, axially running lines along the machine brass round-stock that would eventually be turned to become the foundation (two hubs and connecting rod) for the six lobes of the DF antenna master.
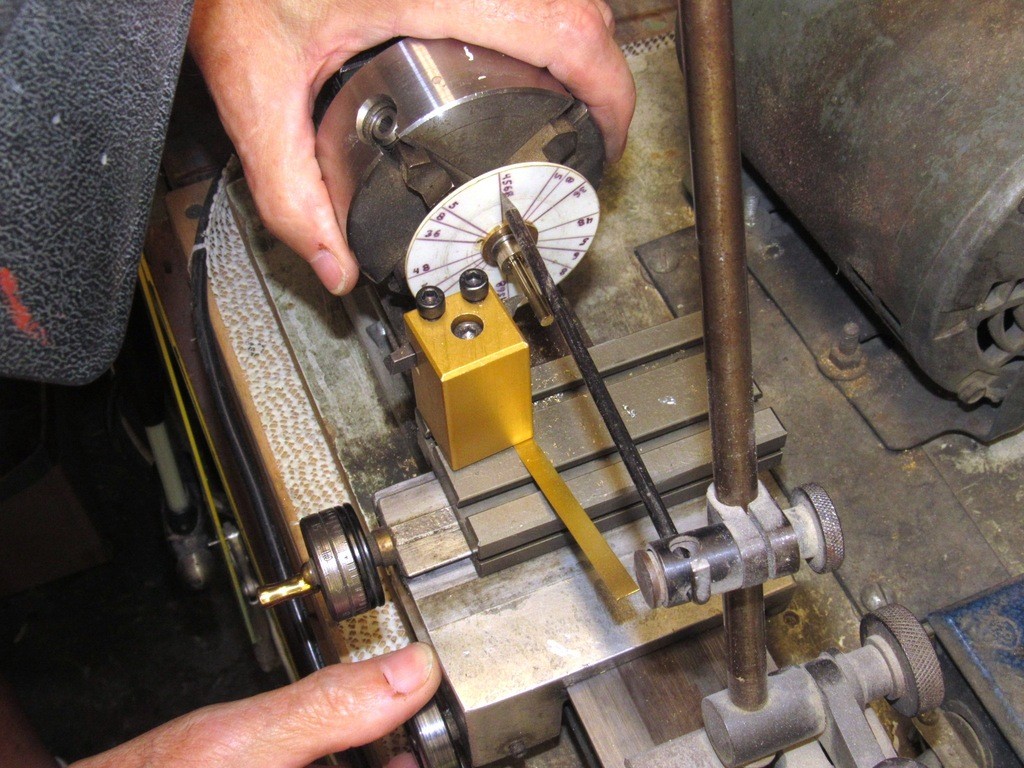
The lathes power plug is pulled from the wall – the work is only turned by hand during the following axial line marking steps.
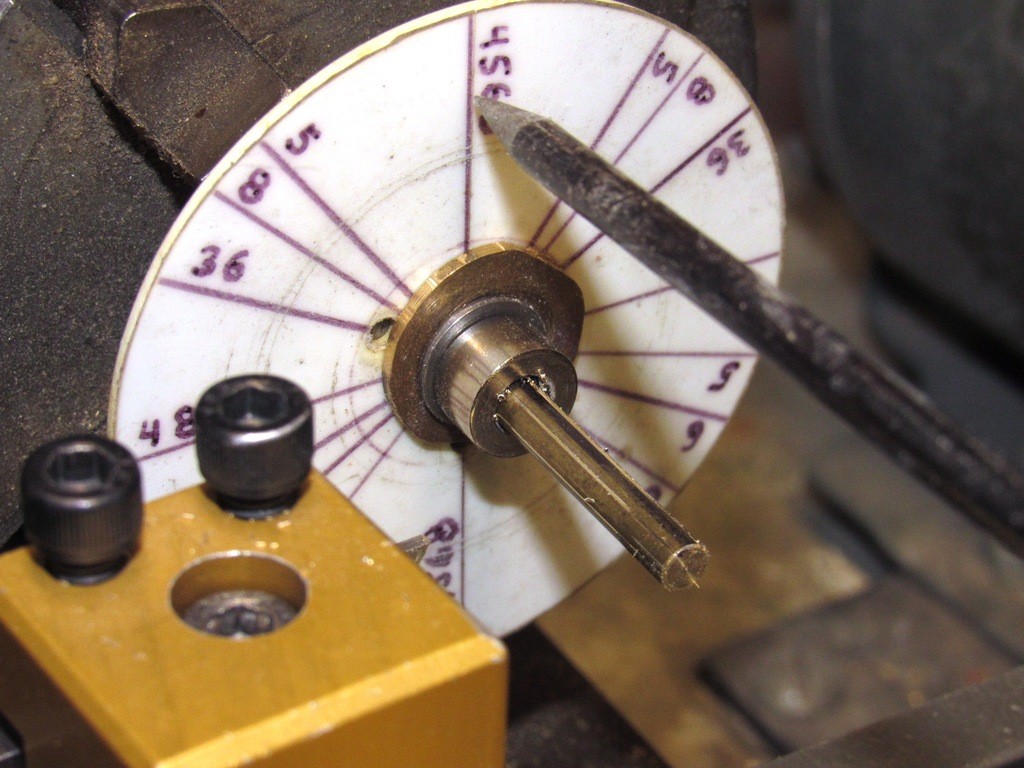
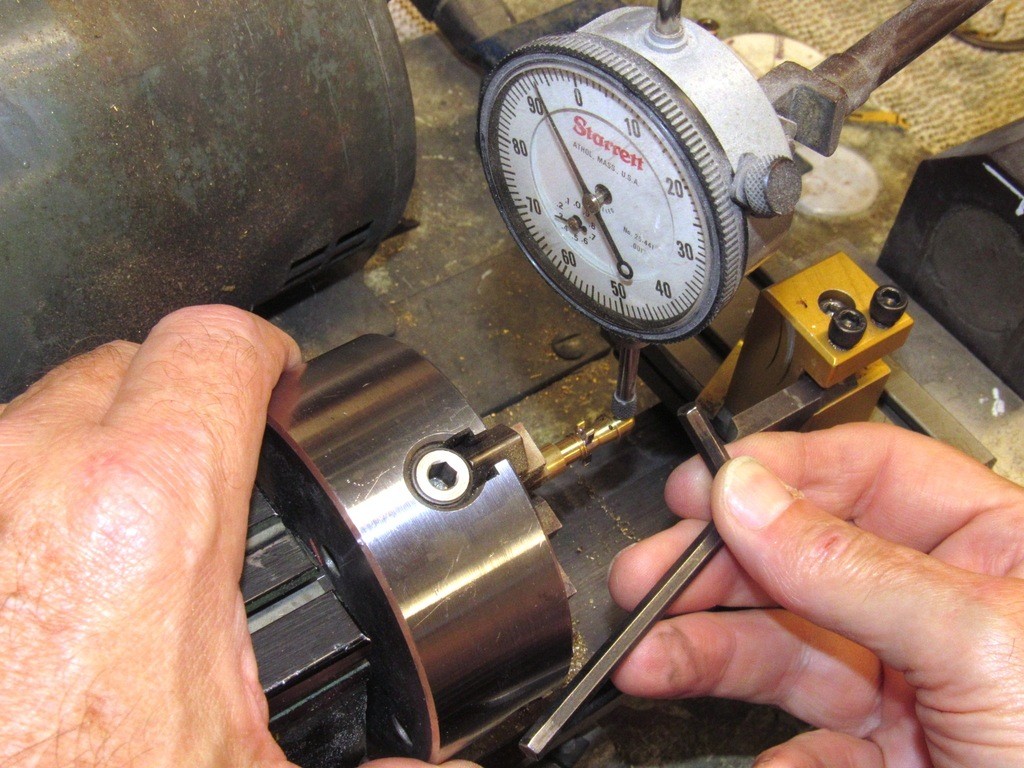
The indexing plate (made this one myself: a dark stormy night, nothing to do, a protractor and a scrap sheet of styrene whispering my name from the shop – it was inevitable!) was liberated from another machine-tool and pressed into service for this particular job. You see the just marked out axially running engraved lines on the work, a length of machine brass (an alloy of copper, zinc, and lead) round-stock. This is the first step in transforming the work into a single piece comprising the lobe hubs, connecting rod, and shank of the DF antenna master.
Those engraved axial running lines scratched into the work by simply running the cross-slide back and forth on the bed (Z-axis) after first lining up the reference point (the tip of a machinists surface gauge secured to the bed of the lathe) on one of the six equally spaced lines radiating from the center of the indexing plate.
Six times the chuck was rotated by hand till a radiating line on the indexing plate intersected the indexing point; the chuck held fast; and, the tip of the tool just touching the surface of the stock, the cross-slide cranked along the Z-axis, engraving a line. The result is six equally spaced lines running the length of the work. Each axial engraved line, where it crossed a radial engraved line, denoted where I would drill the holes that would become the hubs.
Before removing the work from the lathe I powered up and spun the work to dig a shallow radial grove near the end of the rod. This denoting the sectional plane through which six holes would be drilled.
A completed park lamp antenna master illustrates what the end game will be, providing some sanity to the discussion here.
At the intersection of the axially running lines and radial line I punched indentations to guide a drill bit as I started the holes at the two hub locations. The work has yet to be turned to the correct diameter of the hubs – it was easier to work the bigger diameter stock than it would have been had I first turned to the smaller diameter and then tried to maneuver my fat fingers as I drilled the holes.
The lobes are bent from .032” diameter rod, so eventually the hub holes will be bored to that diameter. But, initially pilot holes of .020” were bored out. This permitted me to correct any misalignment of bore spacing before committing to the final bore diameter. Check twice, cut once!

Once the six holes were drilled I placed the work back into the lathe chuck and turned the hub to the desired diameter. WITH GREAT CARE – things break easily at this stage.
Off-lathe the hub holes were bored out to the final .032” diameter. The work was then placed back onto the lathe were I very carefully began to turn the thin connecting rod between hubs to its correct diameter.

Before turning the lower lobe connection hub to final diameter the upper lobe connection hub turned to final shape, and only after that is half of the slim connecting rod between the two hubs is turned to correct diameter.
At that point I removed the work and drilled the six holes where the lower hub would eventually take shape.

When turning flimsy items like this you endeavor to maintain as much of the work as close to the jaws of the chuck as possible – once something has been reduced to the required size, the work is pulled away from the chuck only to the degree needed to complete the next phase of the turning. Long, delicate things like this beak or bend easily when pressure is applied by the cutting tool. A steady-rest (thumb and forefinger in this case) helps to absorb the transverse force presented by the tool when the works section gets critically small like this.
An acquired skill … I can assure you!
Martian’s may do things in three’s. Me? I sometimes do them in two’s. Three reasons why I made two DF antenna masters for this project:
1. That’s the way Ben Guenther does his miniature work! http://www.missing-lynx.com/gallery/...ri144bg_1.html
2. Photo essays like this are more informative if different stages of fabrication can be captured in one illustration, and
3. Metal casting such small cross-section items is not always a success, so having two of these items represented in the tool insures I will produce at least one successful set of DF antenna parts per casting cycle.
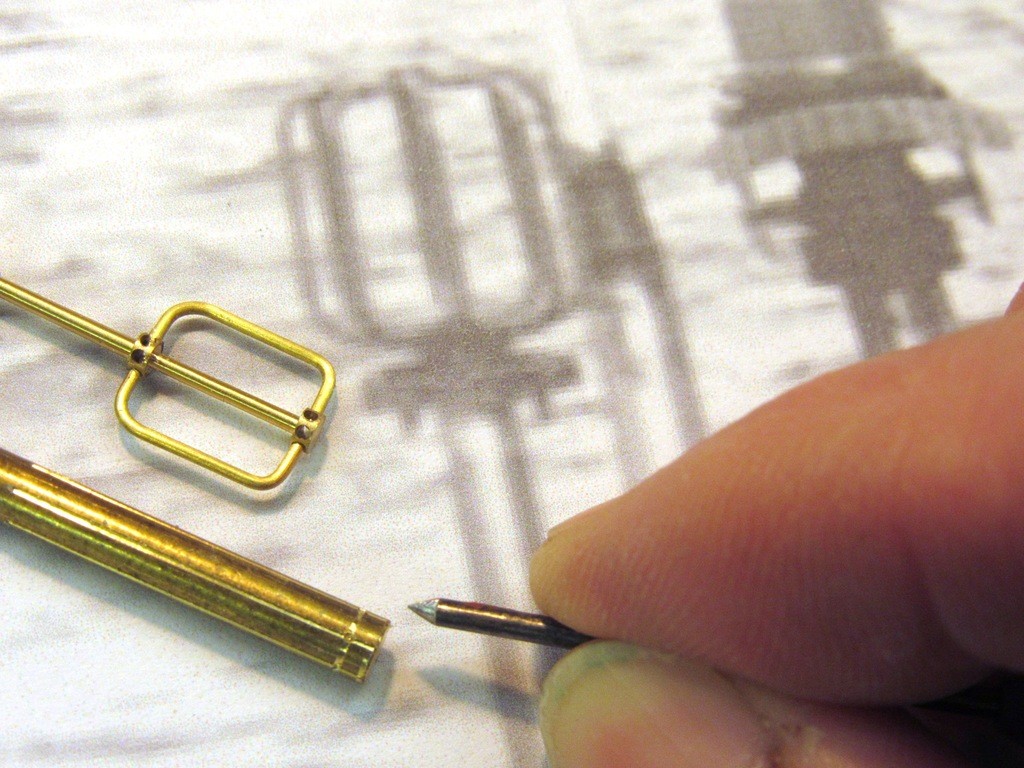
When doing wire bending chores where accurate repeatability is a must, a neat trick is to identify the point within a jaw half of a set of pliers that corresponds to the distance between bends. You then grind out a transverse channel that registers the wire to be bent precisely when the jaws are closed. The outboard edges of the jaw are ground to the correct radius of the curve you desire. And, there you have it: a tool that will accurately reproduce bent items of uniform size and radius.
I still have to index, drill and press-fit six little nubs at the bottom of the discs – you can just make them out in this very grainy photo of an actual ALFA, DF antenna and mast. The eventual metal casting tool will produce a six piece white-metal kit that will be assembled into a reasonable approximation of a 1/96 park lamp DF antenna.


























Comment